

 手機資訊
手機資訊 官方微信
官方微信
——呂振安 編譯
一、毛刺的基本概念和危害性
毛刺是指材料被剪斷時分離處超出材料本身厚度的殘留。
無論對設計者或制造者而言,毛刺都是令人感到頭痛的事。在技術文件或設計圖紙上,經常可看到明示的規定和醒目的提示字樣——“不允許有毛刺”;而對于制造者來說,要達到這“不允許有毛刺”的簡單規定卻并非那么容易,往往會不顧及成本,并經常為不太熟知去除毛刺的有效方法而發難。
眾所周知,冷沖裁件一般都帶有毛刺,毛刺高度按允許值分為f級(精密級)、m級(中等級)、g級(粗糙級),按冷沖壓件通用技術條件JB/T4378.2執行,也都熟知沖切面質量與毛刺高度及沖裁模刀刃間隙值有關,要想減小剪切面的塌角和傾斜,消除撕裂和提高切斷面平滑程度時,一定要采取更進一步的措施來解決。
從更進一步分析得知,沖壓毛刺的生成決定于零件形狀、材質(硬度、成分、組織和其他物理性)、厚度、加工條件(速度、壓力)、潤滑劑(成分、粘性)、模具(材質、硬度、耐磨性)等諸因素。
通過一般壓力機剪切加工產生的毛刺高度約為坯料厚度的1-5%,用油壓式即精密沖裁壓力機(FINEBLANKING PRESS)(以下簡稱FB)來加工,其毛刺高度甚至會超過坯料厚度的10%,也有報導稱用FB加工毛刺產生在其高度方向比寬度方向的值約大出2.5~5倍。研究認為FB加工產生的毛刺高度主要因素是模具間隙和其本身結構而異,即使用同樣的模具,如采用耐磨模材和加工時選用潤滑性能特殊的優質油等措施時則更為受到青睞。
不論從安全性能,還是從機械性能方面而言,毛刺必然會帶來危害。作為金屬制品最討厭毛刺,它不僅會影響外觀,造成人手傷害,對油閥等動作元件極為敏感,甚至是肉眼看不見的毛刺也會引起設備事故,像硅鋼片零件的毛刺,發電設備及航天器材等有毛刺殘留是絕對不能允許的。
目前按照驅動源可把壓力機分為機械與油壓兩種型式,生產能力高的小型機械式壓力機總壓力已達250t~300t,當然就速度容易控制而論,無疑油壓式領先于機械式。目前用于汽車工業的大型壓力機有1400t左右的,在日本2001~2005年間統計銷售的用于汽車行業的一臺油壓機平均能力約5230t,剪切速度達5-60mm/sec,加工材料厚度從5-15mm不等,甚至有達19mm(瑞士),近年來壓力機呈現大型化、高速化傾向,一般在日本生產的高速機型200t型沖程數在150,250t型在80,800t以上在20-40上下。
在坯料方面則呈現下列趨勢:(1)向大型、厚材及高強度化;(2)向電子部件,小型,薄件及微細化發展。正所謂向兩極化,因而對我們而言,有必要充分理解毛刺生成的機理,并考慮與其相適應的毛刺控制和處理方法。
二、毛刺生成機理
在沖壓加工中,作用于坯料上的力和坯料在變形過程中產生的諸現象,首先應考慮以下幾點:
1)材質與其支承方法;
2)剪切輪廓形狀;
3)凸凹模刃的形狀;
4)沖裁加工條件。
這些因素都與毛刺生成有很大的關系。
當兩工具刃口在逐漸切入坯料時的作用力如圖1所示。

在凸模與凹模刃部分別作用著軸向力Pp和Pd,并因這二個力分別隔著間隙C而作用,因而產生力矩,同時使坯料產生彎曲變形作整體回轉,即凸模下面的坯料沿著剪斷封閉曲線在反向間隙部產生反彎矩,使坯料彎曲,脫離凸模,于是凹模上的坯料,因無壓板力而上翹,由于這樣的坯料彎曲產生工具方面的側壓力Fp和Fd,模具和坯料的摩擦系數分別為μ1,μ2,μ3,μ4,則加于模具上的純剪切載荷:
P=Pp+μ2Fp=Pd+μ+Fd,而分別作用于模具上的側向力為:
F=Fd-μ3Pd=Fp-μ1Pp
隨著工具的切入,坯料加工硬化程度加劇,P和F值增大,超越變形界限,由彈性向塑性變形演變,形成崩碎,直至破斷分離。
當用壓板時,為防止凹模面上的坯料上翹,與凸模側相鄰側坯料受拉伸,凹模上的坯料受壓縮,在凸模刃口端容易引發崩碎現象。
不用壓板時,凹模側的坯料相反延伸,由于凸模側坯料受壓,則先從凹模刃口部產生崩碎,從兩刃口處產生崩碎貫穿坯料內部完成剪斷。其崩碎形成方法,如圖2所示。因沖裁時坯料上下裂紋不一定從兩刃口同時發生,因而模具間隙對坯料上下裂紋重合與否至關重要。
.jpg)
a)間隙過小時,崩碎方向比刀尖聯線向外傾斜,錯開一段距離,其間的坯料一面被工具刃口削切,一面剪斷,這種現象統稱為二次剪斷,形狀如舌頭狀結疤,所謂(tongue),在壓力加工厚坯料時,這種二次剪切癥狀有可能發生2-3次,即在剪切面光亮帶上呈現出撕裂痕跡。
b)間隙合適時,不產生上述現象,即坯料裂紋在模具凸凹處相遇并重合,得到光滑的截斷面。
c)間隙過大時,當工具刃口慢慢切入,坯料容易引起所謂跟進,即凸模刃口處裂紋較合理間隙時向內錯開一段距離,在崩碎發生階段,上下裂紋未重合部受大的拉伸而撕裂,相對工具軸線呈現大的傾斜,使塌角增大,毛刺增肥增長,沖壓加工時坯料的截面示于圖3。
.jpg)
(1)剪切面(shear surface)由于工具面與坯料擠光作用所形成的光滑面部分(光亮帶)a。
(2)塌邊(shear droop)因工具刃口慢慢壓入形成的自由表面部分b。
(3)破斷面(torn surface),由于崩碎結合形成的粗糙面部分c(斷裂帶)。
(4)毛刺(burr)因壓縮應力坯料塑性變形部分d。
坯料在剪切面上所占比例如圖4所示。從圖明顯看出模具間隙與坯料厚度之比關系密切。
.jpg)
間隙一大由于工具側壓力Fp和Fd增大,雖然軸向力Pp和Pd不大,其工具刃口在慢慢切入坯料時,刃口部受張力,塌角b增大,因此易成為崩碎變形條件,切斷抗力減少。對于兩工具刃尖的崩碎順利會合的間隙,直至切斷完成,同時由于隨著間隙增大,剪斷抗力減小又疊加,崩碎重合最適宜的間隙(5-10%)可取較大值10-15%的最小值。
相對各種材質毛刺最小時最適宜的間隙值列于表1。目前國內一般采用GB/T 16743—1997規定“按質定隙”原則。
.jpg)
三、控制和減少毛刺的方法
從前節剪斷機理看出:坯料厚度1-2%高度的毛刺是必然會產生的。圖5所示,毛刺高度取決于受到兩工具尖端的磨損影響,即由于兩工具刀尖尖棱存在著鈍圓半徑,所以一定會產生幾乎跟鈍圓半徑值差不多的毛刺高度,由于在毛刺高度上已認知兩工具尖端的磨損事實,因此必須要監視其對工具的再磨削時間,尖端越尖,在坯料上的張力越集中,則毛刺就愈小,然而隨著壓力機加工頻數的增加,工具刀尖變鈍,使壓縮應力增加,毛刺也隨之增大。
對每種壓力加工毛刺生成形態與原因以及控制方法列于表2。
.jpg)
.jpg)
四、去除毛刺的對策方法
在講去除毛刺的對策方法之前,再次聲明一個概念,即一般認為經過FB加工后的毛刺不會太大,但這是一種誤解,應更正為經過FB加工產生的毛刺要比一般沖切加工的毛刺要來得大。因為用FB加工毛刺產生的情況如觀察該碎片,就可確認破斷面情況,當碎片呈現平滑斷面時,往往制品方面是存在較多的破斷面痕跡這樣一個事實。
下面來闡述一下用什么方法去除毛刺。
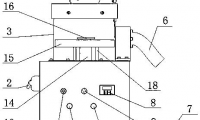
去除毛刺通常作法是采用打磨或砂光,不外乎用砂紙、砂布、拋光輪(片)、葉輪等工具,但對于成批生產,主要依靠機械,用得最多最熱門的要算砂帶機,多頭輸送帶式砂帶磨床(如圖6所示),應成為去除大毛刺的首選。當毛刺較大時,用砂帶磨一次去除掉,當然是不科學的,由于毛刺受到高壓力傾倒之際加劇了砂帶的顯著磨耗,因此采用多頭磨削是行之有效的方法,即先用粗砂粒,再用細砂粒,直至最后用精細砂粒砂帶。
最近即使是去除毛刺的作業,也呈高速化傾向,送進速度達每分鐘20m,采用砂帶與刷子并用7頭組合砂帶磨床附帶工件翻轉裝置,在德國、美國及意大利對摩擦片一次磨削成功,也有采用復合式成型加工,如歐洲逐步普及用注入研磨液的樹脂刷子或直接用金屬刷來去除毛刺的工序。日本也在采用復合型加工方法,稱作刷子附帶特注的去毛刺機,如圖7所示。
.jpg)
總之去毛刺設備分濕式和干式,種類繁多,講到終極去毛刺,還有電解、加熱、高水壓、磁性砂粒、滾筒光飾、噴丸,超聲波振蕩、化學法、砂粒強流動法等,也各有各的用途。下面列表3來觀察各種去毛刺方法及終級特性的比較。
毛刺當然不好,首先由于尖端會傷及人手;其次往往因部件毛刺形成設備故障。對于一般毛刺也常用銼刀或砂輪那樣堅實工具和方法來處理。但對FB加工零件由于毛刺較大且粘纏,在要求有一定切削力同時,又要注意部件變形和本身的尺寸誤差,因而采用彈性工具者居多,其中砂帶磨削是用得最普遍的去毛刺方法,因為砂帶磨削兼有重磨削及柔性磨削的雙重優點。最近由于FB加工,浮雕加工及曲面加工愈發增長,因毛刺較大又要求加工面具有一定粗糙度要求,特別對于平板件,使用多頭砂帶復合磨床是最明智的選擇。
.jpg)
五、結束語
總之對于沖壓件的后處理,目前已明確,砂帶磨削加工是不能省缺的工序,因為該設備與零件形狀、尺寸幾乎沒有什么關連,由于該設備納入生產線非常簡單的步驟,想來作為砂帶磨削專業廠將來在FB連線的出料端,安上砂帶磨削機等連結裝置,來用于去毛刺及磨削,直至出成品的終極加工,必定會成為努力開發的方向。
(本文參考并部分翻譯來自《研磨布紙加工技術研究會》會刊 通卷115號)
譯者簡介:呂振安,男,高級工程師,原新鄉機床廠總師辦主任,日本研磨布紙加工技術研究會特別會員








 豫公網安備41019702003604號
豫公網安備41019702003604號