

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要:根據(jù)金屬結合劑金剛石微粉砂輪電火花修整對脈沖電源的要求,研制出一種新型的電火花修整用脈沖電源,并介紹了該電源的設計、工作原理和特點。關鍵詞:金剛石砂輪電火花修整脈沖電源Abs...
摘要:根據(jù)金屬結合劑金剛石微粉砂輪電火花修整對脈沖電源的要求,研制出一種新型的電火花修整用脈沖電源,并介紹了該電源的設計、工作原理和特點。
關鍵詞:金剛石砂輪 電火花修整 脈沖電源
Abstract:On the basis of the analysis of the request to pulse generator of EDM dressing of metal-bonded fine grain diamond grinding wheel,this paper develops a new kind of pulse generator applied to EDM dres~sing.The design and work principles are introduced
Keywords:diamond grinding wheel EDM dressing pulse generator
金剛石微粉砂輪超精密磨削是超精密加工技術領域的研究熱點之一.利用金剛石微粉砂輪對工程陶瓷等硬脆性材料進行超精密磨削,可以省去研磨和拋光工序,不僅滿足了加工精度和表面質量的要求,還能大幅度地提高生產率,降低加工成本.金剛石微粉砂輪超精密磨削的關鍵技術之一是金剛石微粉砂輪修整技術.電火花修整法是一種有效地修整金屬結合劑金剛石微粉砂輪的方法.金剛石砂輪的電火花修整實驗表明:放電參數(shù)是影響修整效率、修整精度、修銳效果和砂輪磨削性能的關鍵因素之一,因此電火花修整用脈沖電源非常重要.
1 金屬結合劑金剛石微粉砂輪電火花修整對脈沖電源的要求分析
砂輪的修整包括整形和修銳兩部分.整形是使砂輪表面與其回轉軸線間滿足一定的幾何關系,對于平型砂輪就是保證砂輪的圓度和圓柱度.修銳是使砂輪表面的磨粒突出,以便形成鋒利的切削刃和容屑空間.金屬結合劑金剛石微粉砂輪電火花修整法的原理是使工具電極與高速旋轉的金剛石砂輪之間產生脈沖性火花放電,利用電蝕作用蝕除砂輪的金屬結合劑,從而去掉砂輪偏心,并使金剛石磨粒露出砂輪表面.脈沖電源是電火花修整設備的重要組成部分,其作用是把工頻交流電流轉換成一定頻率的單向脈沖電流,以供給電極放電間隙蝕除金屬結合劑所需要的能量.由于電火花修整是在磨床上進行的,加工對象是高速轉動、體積較大的金剛石砂輪,因此對脈沖電源的要求有其特殊性.
由于金剛石砂輪體積較大,在去掉砂輪偏心的過程中需要蝕除的金屬結合劑的總體積量也較大,這就需要在整形初期用大放電規(guī)準,并以較高的效率快速去掉砂輪偏心.但是砂輪的整形精度受放電規(guī)準影響,為了獲得較高的整形精度,必須選用很小的電火花放電規(guī)準.因此電火花整形過程要求脈沖電源既能提供大的放電規(guī)準又能提供很小的放電規(guī)準.
電火花修銳后的砂輪表面上分布著放電凹坑、金屬熔融物和金屬飛濺物.根據(jù)掃描電鏡照片和磨削實驗,電火花修銳后的金剛石微粉砂輪表面越平坦,突出的磨粒越多,磨削效果越好.分析低能量單個脈沖的放電過程,放電開始時,放電通道中的等離子體半徑很小,等離子體的能量密度高而且分布比較均勻,金屬結合劑的蝕除以蒸發(fā)形式為主,這種放電狀況將使修銳后的砂輪表面較平坦.隨著放電的繼續(xù),放電通道逐漸擴張,電流密度和通道溫度降低,金屬結合劑的去除方式轉變?yōu)槿刍瘨伋觯刍慕饘俳Y合劑在放電后重新分布凝結,形成不規(guī)則的放電痕,這種放電狀態(tài)對修銳質量不利.而且根據(jù)傳熱學理論,如果電火花放電時間很短,那么熱穿透深度將很小,溫度上升將只局限在砂輪表面附近,形成的放電凹坑就會比較淺.從上述理論分析可以看出:金剛石微粉砂輪電火花修銳階段要求脈沖電源提供達到一定功率密度的、脈沖寬度窄的、低能量放電參數(shù).
在精密整形和修銳過程中,由于放電參數(shù)小,放電間隙也很小,雖然砂輪的高速轉動有利于放電狀態(tài)的穩(wěn)定,但還會出現(xiàn)“燒弧”或“短路”等異常現(xiàn)象,燒傷砂輪表面或在砂輪表面形成較大的凹坑,使已進行的整形前功盡棄.在電加工成形機床上,放電狀態(tài)的穩(wěn)定是由自動進給調節(jié)系統(tǒng)控制的.為了避免安裝誤差,金剛石微粉砂輪必須進行在位修整,即修整必須在磨床上進行,磨床上沒有自動進給調節(jié)系統(tǒng).而且由于需要修整的金剛石砂輪本身存在偏心,在砂輪轉動過程中,工具電極與砂輪之間的間隙是時刻變化的,自動進給調節(jié)系統(tǒng)在電火花修整中也不適用.
有些日本學者在數(shù)控磨床或磨削中心上研究電火花修整技術,他們根據(jù)檢測到的間隙電壓值,使磨床以設定進給速度的100%、20%和0%進給,以達到控制放電狀態(tài)的目的.目前在我國,工廠中廣泛使用的仍然是普通精密磨床(進給由人工操作),數(shù)控磨床和磨削加工中心還很稀少.在普通磨床上實現(xiàn)放電狀態(tài)控制尤其困難.這就要求在脈沖電源上進行一些技術處理,以保證電火花修整效果.
2 電火花修整用脈沖電源的設計思想
根據(jù)金屬結合劑金剛石微粉砂輪電火花修整對脈沖電源的特殊要求,設計了由VMOS管脈沖電源和RC脈沖電源構成的組合式電火花修整用脈沖電源.為了消除修整過程中的異常放電,在電源中設計了切斷功能.
VMOS管脈沖電源是用VMOS場效應管作為開關元件來獲得單向脈沖的,它具有脈沖頻率高,脈沖參數(shù)容易調節(jié),脈沖波形較好的特點,能夠滿足電火花粗整階段對脈沖電源的要求.RC脈沖電源結構簡單、工作可靠、成本低,在小功率時可以獲得很窄的脈寬和很小的單個脈沖能量,可以用較簡單的設備滿足電火花精密整形和修銳階段的要求.
在精密整形和修銳階段,有時會出現(xiàn)“燒弧”或“短路”等異常現(xiàn)象.為了保證修整質量,在電火花修整用脈沖電源中設計了切斷功能.當放電間隙出現(xiàn)異常現(xiàn)象并被檢測電路檢測到時,控制電路使VMOS管截止,切斷加工脈沖并打開指示燈,這樣就消除了異常放電,并使間隙充分消電離,同時通知操作者.當VMOS管截止到預定時間后,電路重新導通,修整繼續(xù)進行.如果短時間內連續(xù)多次發(fā)生異常放電,操作者通過指示燈得知這一情況,即可將砂輪抬起,排除障礙.
3 電火花修整用脈沖電源的設計及特點
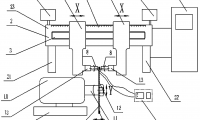
圖1為本文設計的電火花修整用脈沖電源的方框原理圖.主振級為555振蕩電路,發(fā)出一系列周期和占空比可調的矩形脈沖信號,經放大級放大后,控制VMOS場效應管的導通與關斷.當進行金剛石砂輪的初步整形時,所用放電規(guī)準較大,金剛石砂輪與工具電極之間的間隙也較大,不易發(fā)生異常放電,而且即使發(fā)生異常放電,危害也不大.此時開關k1、k3斷開,k2與a導通,這時的電路實際上是一個VMOS管脈沖電源.當進行電火花精密整形和修銳時,開關k1、k3閉合,k2與b接通,k4選中合適的電容和電阻.當VMOS管導通時,電源如同RC型張馳式脈沖電源,小容量的電容C輸出一系列脈寬很窄的脈沖進行電火花修整,當VMOS管截止時,電容器停止充放電,讓放電間隙充分消電離.圖2為精密修整和修銳時的電壓波形.Ua為VMOS管輸出電壓波形,Ub為金剛石砂輪與工具電極之間的波形.當出現(xiàn)異常放電時,VMOS管關斷,VMOS管輸出端以及砂輪和工具電極之間的電壓都為零.
圖1 金屬結合劑金剛石微粉砂輪電火花修整脈沖電源方框原理圖
圖2 精密修整和修銳的電壓波形
這種電火花修整用脈沖電源具有如下特點:
① 采用VMOS管脈沖電源和RC型張弛式脈沖電源構成的組合式脈沖電源,以簡單的設備滿足了金剛石微粉砂輪電火花修整對脈沖電源的較高要求.
② 在精密修整和修銳時,如果發(fā)生異常放電,電源切斷脈沖并延遲一段時間后自動導通,解決了普通精密磨床上無法及時控制放電狀態(tài)祶的難題.
4 結束語
金剛石砂輪電火花修整法可用于任何以導電材料作為結合劑的砂輪,加工力小,在小直徑和極薄砂輪以及成形砂輪的快速和高精度修整方面具有其他修整方法無法比擬的優(yōu)越性.許多學者正在進行電火花修整機理的探索和修整技術的開發(fā).實踐證明,本文設計的電火花修整用脈沖電源,綜合了VMOS管脈沖電源和RC張弛式脈沖電源的優(yōu)點,以簡單的設備較好地滿足了在普通磨床上進行金屬結合劑金剛石微粉砂輪電火花修整的特殊要求.







 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號