

 手機資訊
手機資訊 官方微信
官方微信當前,利用鋼軌打磨技術進行線路維護已成為國內外軌道養護的共識。隨著我國鐵路運營里程的不斷增加,有限的“天窗時間”和打磨作業的特殊性給線路維護帶來巨大挑戰,同時也推動了鋼軌打磨技術研究和應用的快速跟進。
本文在總結鋼軌病害產生及預測模型的基礎上,介紹了打磨機理、打磨策略、打磨方式、打磨模式、打磨周期和質量評價等鋼軌打磨相關方面的研究和應用現狀,通過分析鋼軌打磨技術特點及鐵路維護需求,研究鋼軌打磨技術的發展趨勢。01
1 鋼軌病害的產生及預測
列車在軌道上運行時,輪軌之間的摩擦會使鋼軌表面材料沿縱向發生塑性形變。此外,由于車輪踏面具有一定錐度,受列車運行動態特性和隨機因素的影響,列車向前運動的同時會發生左右橫移,產生蛇形運動,致使鋼軌表面材料沿橫向亦產生形變及磨耗。再者,輪軌之間的循環接觸會使鋼軌表面產生疲勞層,當鋼軌材料的塑性形變和疲勞累積到限值后,其表面出現波浪型磨耗(簡稱波磨)、裂紋和側面肥邊,乃至剝落等病害,鋼軌表面的典型病害及其產生原因如圖1所示。

除以上原因導致鋼軌表面產生規律性病害外,線路鋪設狀況、運營氣候條件、軌道曲線半徑、輪軌潤滑狀態等因素均影響著鋼軌隨機產生的病害。若鋼軌表面病害得不到預防或及時清除,惡化的輪軌關系會促使病害繼續加重并擴展,造成輪軌關系和鋼軌病害之間的惡性循環,促使列車的運行噪聲加劇,嚴重影響其運行安全性和平穩性。
鋼軌打磨的主要目的是清除鋼軌病害,并修復鋼軌廓型以改善輪軌關系,使輪軌間的相互作用回歸到輪軌接觸的初始狀態。掌握鋼軌的規律性病害及其潛在特征影響下隨機病害的產生和發展規律,量化鋼軌病害萌生、擴展的循環周期,才可為鋼軌打磨作業規劃和實施提供原始依據,而研究輪軌接觸疲勞及鋼軌磨耗的預測模型是解決上述問題的有效途徑。
基于鋼軌磨損、疲勞和潤滑之間的相互作用機理,并考慮它們與鋼軌打磨的相互關系,可對鋼軌接觸疲勞和磨損進行預測。鋼軌病害的預測方法主要分為2類:一是通過列車車輪碾壓鋼軌的次數研究鋼軌疲勞裂紋的形成機理,預測軌頂裂紋萌生和擴展的速度,分析鋼軌的規律性病害,此類方法適用于路況簡單的線路,如高速鐵路、直線線路,可指導鋼軌預防性打磨的實施;二是通過分析列車運行在路況復雜線路(如道岔和曲線)上時鋼軌受力和輪軌接觸情況,獲取鋼軌不對稱磨耗與線路特征的關系,此類方法適用于研究曲線路段的鋼軌磨耗,可指導不對稱打磨模式的制定。通過綜合討論接觸疲勞和磨耗,結合鋼軌打磨和潤滑對鋼軌壽命的改善作用,從而制定出合理的線路維護計劃。
現存的鋼軌病害預測方法多用于預測規律性病害,不能預測肥邊、剝落等病害。在上述2類病害預測方法中,其出發點是改善輪軌關系,兼顧對鋼軌打磨進行指導。隨著鋼軌打磨在線路維護中意義的凸顯,應理清鋼軌打磨、輪軌關系和病害預測之間的聯系,研究鋼軌病害預測模型與鋼軌打磨之間的直接關系,著重關注隨機病害產生時的鋼軌打磨措施,針對病害類型對打磨模式、打磨策略、打磨方式、打磨周期等提出要求,使鋼軌打磨的過程和目的更加清晰,并借助輪軌關系提供鋼軌打磨的目標廓型。
2 鋼軌打磨的理論及發展
2.1 打磨機理
鋼軌打磨是使用打磨工具對鋼軌頂部進行材料去除、清除病害并修復廓型的維護過程,除砂輪這種常用打磨工具外,還可用銑刀、刨刀和砂帶等其他專用工具。當前,90%以上的鋼軌打磨作業由砂輪完成,其材料去除機理與普通磨削加工類似。以下以砂輪打磨為例介紹了鋼軌打磨機理,如圖2所示。圖中:Fn為砂輪受到的正壓力;vf為砂輪打磨前進速度;n為砂輪轉速。
由圖2看出:鋼軌打磨作業過程中砂輪在正壓力的作用下與鋼軌接觸,其端面磨粒受壓侵入鋼軌表層,砂輪旋轉帶動磨粒劃過鋼軌表面以去除材料,切削痕跡構成打磨后的鋼軌表面;砂輪還可沿鋼軌截面擺動一定角度,滿足鋼軌廓型不同位置的材料去除需求,包絡出鋼軌打磨目標廓型。

在鋼軌打磨的材料去除模型中,砂輪與鋼軌之間的接觸面積、材料去除效率、接觸壓力等參量是衡量鋼軌打磨效率和精度的關鍵因素。根據鋼軌打磨的作業過程給出材料去除效率Vrate和磨削比c的表達式為

式中:Hr為鋼軌表層硬度;HW,M和S分別為砂輪的硬度、粒度和組織代號(磨粒濃度);α為砂輪軸線與豎直方向的夾角;Vg和Vs分別為鋼軌材料去除體積和砂輪磨損體積;k1,k2,…,k8為因素因子。
由式(1)可以看出材料去除效率與運動參數(Fn,n和vf)、鋼軌材料(Hr)、砂輪特征(M,HW和S)和位置參數(α)這4類因素有關。由此式可研究鋼軌打磨中可控變量與目標變量之間的關系,揭示影響鋼軌打磨機理的外在因素,為鋼軌打磨方案的制訂和優化提供底層支持,同時,可健全后文中提及的打磨管理數據庫,為實現智能化打磨奠定理論基礎。
鋼軌打磨與普通磨削存在如下區別:鋼軌作為被打磨對象處于靜態,打磨作業所有運動由砂輪完成;無穩定的機床結構作為支撐及相對運動基準;為防止鋼軌表層材料物理特性發生變化,鋼軌打磨時無冷卻液,屬于干磨削;打磨作業過程中砂輪無修整操作,依靠其自銳保持鋒利的切削性能;打磨精度要求較低,屬于效率優先式恒壓力加工。
因此,研究鋼軌打磨機理時除借鑒普通磨削加工外,還需結合現場打磨作業數據進行分析,考慮材料去除量與打磨砂輪磨損、作業速度的關系及打磨作業效率等相關內容,為鋼軌打磨工藝參數的選擇提供理論依據;結合打磨機理及其特殊的應用特點,可優化打磨工藝參數以提高磨削比,開發新型打磨工具,并基于打磨機理開展打磨工具的經濟效益性研究,以節約鋼軌維護成本。
2.2 打磨策略
結合線路維護需求和打磨作業效益選擇鋼軌打磨類型,即為打磨策略。制定打磨策略的原則是確保列車運行安全并節約線路維護成本。鋼軌打磨策略存在多種分類方法,按表面材料去除量可分為預防性打磨和修復性打磨,前者通過去除少量的鋼軌表面金屬材料即可預防或清除接觸疲勞導致的裂紋萌生,而后者須去除大量的鋼軌表面金屬材料以確保清除嚴重病害并修復鋼軌廓型。
在高速和重載鐵路的鋼軌打磨中,均出現以預防性打磨替代修復性打磨的趨勢,在病害萌生之前或初期,通過去除鋼軌表層少量金屬材料以實現線路維護的目的,避免為消除鋼軌局部的嚴重病害切削大量金屬材料而縮短鋼軌的總體預期壽命。文獻以北美某試驗鐵路區段為例,統計了在預防性打磨、修復性打磨和無打磨作業等打磨策略下鋼軌表面病害的發生概率,其中在預防性打磨下約為4%,在修復性打磨下約為8%,在無打磨作業下鋼軌表面的病害率最高,約為15%,這為打磨策略的轉化和發展提供了數據支持。
修復性打磨去除鋼軌表面金屬材料的平均厚度在1.0~1.5mm之間,而預防性打磨則在0.1~0.2mm之間,后者的打磨周期約為前者的1/4,預防性打磨縮短了維護周期,增加了鋼軌維護任務量,使原本有限的“天窗時間”顯得更為寶貴,迫切需要提高鋼軌打磨效率以適應打磨策略的轉變,這促進了高速打磨技術的出現和發展。
打磨策略的轉變對高效利用“天窗時間”提出要求。現有的打磨技術多為修復性打磨而開發的,切削能力普遍較強,但作業速度限制了打磨效率的提高,將其用于預防性打磨,不能充分發揮其作業優勢。因此開發可兼顧切削能力和效率、適用于預防性打磨的打磨技術,以應對鋼軌維護策略的轉變。
此外,打磨策略的轉變影響著鋼軌的更換周期,表1給出了不同打磨策略下鋼軌的表面磨損率、表面磨損極限、承載壽命和疲勞壽命等鋼軌預期壽命評價參量。由表1看出,預防性打磨獲取的評價數據均優于修復性打磨,延長了鋼軌的服役壽命,但是隨著鋼軌打磨周期的縮短也增加了線路維護成本。因此,預防性打磨對鐵路運營總體成本的影響有待進一步研究。

雖然預防性打磨可較早地預防或清除病害,能夠保證列車運行的安全性和平穩性,并且利用預防性打磨逐步代替修復性打磨是鋼軌打磨策略的發展趨勢,但是提高打磨效率是開發高速打磨技術的前提條件,因此預防性打磨時的線路維護費用、維護周期、鋼軌更新等因素間的關系有待深入研究,以確保在線路運行安全的前提下降低運營成本。
2.3 打磨方式
鋼軌打磨作業過程中,除清除鋼軌表面病害金屬層外,還需修復鋼軌截面廓型,以改善列車運行時的輪軌關系。修復鋼軌廓型的打磨方式可分為包絡式和輪廓式2種打磨方式。以用砂輪打磨工具為例,如圖3所示,可以看出,包絡式打磨是通過將砂輪端面沿鋼軌截面布置而獲得打磨目標廓型,而輪廓式打磨則是利用砂輪的仿形輪廓進行打磨。
表2從技術應用角度對比了包絡式和輪廓式打磨的作業特點。由表2看出:2種打磨方式具有不同的應用范圍和優勢。鋼軌打磨屬于效率優先的粗加工范疇,因此對這2種打磨方式下打磨效率的研究較少。由現場作業數據看,包絡式打磨的作業速度較低,常用的打磨作業速度約為15km·h-1,其較強的切削能力在預防性打磨中難以發揮;相比而言,輪廓式打磨專為預防性打磨而開發,常用的打磨作業速度約為80km·h-1,考慮設備調試、打磨遍數等其他因素影響,其打磨效率較包絡式打磨約提高3倍左右,特別適用于行車密集線路的預防性打磨。

目前鋼軌打磨以包絡式打磨為主。鋼軌打磨列車共配備96個砂輪,即每側鋼軌分配48個,布置在鋼軌廓型截面-70°~+20°的不同位置處。由于砂輪的作業順序對鋼軌廓型打磨存在影響,一般按照鋼軌的外側—內側—軌頂—整形的順序布置砂輪。因此,討論鋼軌打磨方式時,除注重打磨工具的個體作用外,更要關注生成鋼軌廓型時打磨工具的布置方式。隨著測量技術的發展,在該打磨方式下,通過增加鋼軌廓型的實施測量和處理系統,采集處理打磨前后鋼軌的廓型數據,可指導砂輪的包絡位置和打磨工藝參數的設置,提高鋼軌打磨作業效率。
輪廓式打磨以被動式打磨為主,即打磨工具的切削力來源于機車牽引力。若以砂輪為打磨工具,在機車牽引力和砂輪與鋼軌摩擦力的共同作用下,砂輪沿鋼軌表面滾動并切削鋼軌表層材料,依靠其自銳形成與鋼軌廓型吻合的磨損周面。若以砂帶為打磨工具,打磨作業時通過不同廓型的接觸輪對砂帶施加壓力,適應鋼軌廓型的需求,其關鍵問題在于接觸輪材質的選擇和廓型設計,及對砂帶切削能力的評定,該技術尚處于開發階段。輪廓式打磨很大程度依賴于打磨工具的自適應特征以保證打磨廓型,因此如何保證打磨目標廓型的準確實現是研究輪廓式打磨的關鍵。
相比而言,包絡式打磨受打磨工具端面式布置的影響,打磨速度的提升空間極其有限,而輪廓式打磨以其快速、高效的作業特點,可用于行車密度大、“天窗時間”短的線路維護,但其只能依托鋼軌原始廓型進行打磨,可利用輪廓式打磨進行若干次預防性打磨后,再利用包絡式打磨進行鋼軌廓型修復,可確保形成良好的輪軌接觸關系。
選擇鋼軌打磨方式時,可根據線路維護的實際需求,以安全性、高效性和經濟性為原則,在不同打磨周期內交替進行包絡式和輪廓式的打磨。
2.4 打磨模式
打磨模式是指為實現鋼軌打磨的目標廓型而設定的打磨工具相對鋼軌的位置與打磨作業參數的組合。以GMC96型打磨列車為例,其自身設置99種打磨模式,每種打磨模式下砂輪對應不同的分布角度和作業功率。如何開發或完善打磨模式是當前的研究重點,包括計算鋼軌表面金屬材料的去除量、分析打磨工具的作業區域及優化鋼軌打磨目標廓型,以滿足鋼軌內側、頂面和外側的鋼軌打磨量、表面病害清除和廓型修復的不同需求。
鋼軌打磨目標廓型優化是以改善輪軌關系為出發點,從降低輪軌接觸疲勞、均化接觸應力、增加抗磨損能力、減小傾覆系數和降低噪聲等方面優化鋼軌廓型,這是一項伴隨鋼軌整個服役過程的鋼軌維護任務,優化的鋼軌廓型對打磨模式提出新的要求。
以鋼軌的標準廓型為基礎進行廓型優化的方法,如圖4所示。

由圖4可以看出:優化鋼軌廓型時,首先應建立車輪和鋼軌的幾何接觸關系,然后離散鋼軌廓型,最后以輪軌接觸應力最小為目標,在不影響列車動力學性能和輪軌接觸點分布的情況下優化鋼軌廓型,以降低輪軌接觸應力,使左、右兩側鋼軌的磨耗趨于平衡。該方法適用于路況簡單線路的鋼軌廓型優化,如高速鐵路、直線路線等。
以鋼軌的磨損廓型為基礎進行其廓型優化的方法如圖5所示。由圖5可以看出:在線路運營一定周期后,鋼軌的內側和頂面易發生磨損、剝落和裂紋等病害。此時,若仍采用對稱打磨模式來平衡鋼軌內外側廓型曲線,則鋼軌外側需去除大量材料。因此基于鋼軌磨損廓型,在保證輪軌關系符合要求的前提下,可對S形曲線路段的鋼軌廓型進行優化,結合鋼軌磨損趨勢優化打磨目標廓型,優化后的打磨目標廓型降低了材料去除量的要求,可提高鋼軌打磨效率。

由打磨模式確定的鋼軌打磨目標廓型,是由打磨工具與鋼軌干涉形成的若干折線段包絡而成,分析對應的輪軌關系可為打磨模式提供打磨廓型的誤差許可范圍;由于鋼軌表面金屬材料的黏附和塑性形變,使得打磨工具的布置方式和作業順序影響著鋼軌的打磨廓型,優化打磨工具的作業順序可完善打磨模式;借助鋼軌打磨現場經驗,開發與鋼軌材質、線路路況、打磨廓型等多個因素相關的打磨模式,可逐步降低對打磨經驗的依靠程度。因此,打磨模式的后續研究需以鋼軌目標廓型的打磨需求為出發點,量化打磨模式所致的鋼軌廓型誤差,在滿足輪軌關系的基礎上,結合鋼軌的病害萌生位置、磨損趨勢和輪軌關系建立鋼軌打磨目標廓型庫,獲取打磨模式與目標廓型的對應關系,能夠根據不同原則,如效率優先、精度優先或成本優先等,自動選擇鋼軌打磨所需的打磨模式。
2.5 打磨周期
鋼軌打磨周期是指鋼軌打磨作業時間間隔的衡量依據,需根據線路路況和維護目的而定,不同線路對列車運行穩定性、振動和噪聲的影響不同,其打磨周期也存在區別。
目前,我國設定鋼軌打磨周期主要依賴鋼軌打磨的現場經驗,尚未以鋼軌病害發展規律指導打磨周期的設定。京滬高速鐵路開通前,利用高速打磨列車對鋼軌進行了預打磨,開通后每年進行2次預防性打磨,并根據區域客運量進行調整。根據京津城際鐵路線路運營的跟蹤觀測結果,周清躍等建議我國高速鐵路的鋼軌打磨周期為每30~50Mt通過總重打磨1次,無砟軌道取上限,有砟軌道取下線,臨時發現病害影響列車運行時應盡快實施打磨作業。
國外確定打磨周期可參考的工程經驗較多,根據線路路況的具體特征(路基情況、線路半徑、周邊環境)和鋼軌材質,以鋼軌通過總重作為打磨周期的制定標準。文獻總結了日本、北美和澳大利亞等國家或區域鋼軌打磨周期的確定依據,列出了澳大利亞2003年不同鐵路線路上運用的不同類型鋼軌預防性打磨1次時的通過總重,與披露的相同鐵路線路上2013年數據對比,結果見表3。

表3中:按曲線半徑劃分的線路區間由文獻中的5個變為文獻中的3個,打磨周期的通用性提高;2013年實施的打磨周期較2003年普遍延長,尤其是小半徑曲線路段的改善效果更為明顯,較10年前的打磨周期平均延長30%左右,節約了鋼軌維護成本;同時文獻還指出:道岔的打磨周期為通過總重8~25Mt之間,可根據道岔類型和運行環境確定。隨著鋼軌打磨技術的發展,打磨周期在不同線路呈現動態延長的趨勢。
影響鋼軌打磨周期的因素較多,如鋼軌材質、行車密度、行車速度、線路曲線半徑和自然環境等,可結合通過總重的現有依據和鋼軌病害預測方法分類制定相應的鋼軌打磨周期,并研究打磨周期對鋼軌潛在服役壽命的影響,防止鋼軌打磨中的“過維護”和“欠維護”而縮短鋼軌總體預期壽命。針對我國的列車運行密度大、“天窗時間”短、線路客貨兩用等實際特點,建立區域線路打磨周期的長期規劃尤為重要,可充分發揮鋼軌打磨的潛在作用,最大程度節約鋼軌維護成本。
3 鋼軌打磨的質量評價
鋼軌打磨質量評價標準是衡量打磨作業優劣、優化打磨作業和開發打磨技術的依據,它直接影響著列車運行的穩定性及打磨周期的規劃。
針對打磨后的鋼軌表面縱向波段,規定其峰峰高度差在波長小于1m時應不超過0.01mm、波長超過1m時應小于0.1mm,且測量數據具有95%置信區間,則可評定打磨作業的質量為合格。此外,鐵路運營公司以其提出的目標廓 型作為衡量鋼軌打磨后廓型的評價依據,如德國鐵路運營公司規定以60E2鋼軌廓型為鋼軌打磨后的目標廓型,在此基礎上允許0.02mm的浮動。
表面粗糙度也是衡量鋼軌打磨質量的一個重要參量。若鋼軌表面過于粗糙,將增大輪軌之間的摩擦力,使整車受到的側向力增加,傾覆系數變大,增加安全隱患。若鋼軌表面過于光滑,勢必增加線路維護成本,且鋼軌表面粗糙度達到一定值后,繼續降低對改善輪軌關系無實質性幫助。通常沿鋼軌縱向取多個采樣點進行測量,普通鐵路的測量取樣距離為200~500m,高速鐵路的則縮短為50m,要求90%測量點的表面粗糙度小于10μm。
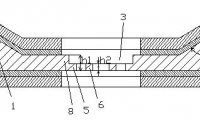
鋼軌表面打磨面寬度是衡量鋼軌打磨表面質量的另一個重要參量,為打磨工具與鋼軌干涉后的表面寬度。圖6給出了重載鐵路和客運專線的鋼軌打磨面寬度衡量標準。由圖看出:該標準針對鋼軌截面的不同區域定義了相應的衡量基準值,且打磨面寬度可在基準值基礎上有25%的浮動范圍。若鋼軌打磨面的寬度過小,則表面金屬材料去除量低,達不到預期的打磨要求;若寬度過大,則會燒傷鋼軌表面,且影響輪軌關系。只有綜合打磨模式和打磨工藝參數,控制鋼軌表面打磨面寬度,才可間接保證打磨質量。

我國還專門制定了鋼軌預防性打磨的評價依據,規定重載鐵路的鋼軌打磨廓型波動值應小于0.027mm,高速鐵路所允許的最大值為0.01mm;在直線路段,要求重載鐵路的鋼軌打磨面寬度在軌距轉角處小于5mm及在軌頂處小于8mm、高速鐵路的鋼軌打磨面寬度在軌距轉角處小于3mm及在軌頂處小于5mm。
上述的鋼軌打磨質量評價標準皆針對包絡式打磨制定,部分標準也適用于輪廓式打磨,如縱向波動、廓型誤差、表面粗糙度等,但打磨面寬度不能評價輪廓式打磨。因此,針對輪廓式打磨給出其作業能力和效果的衡量依據是完善鋼軌高速打磨技術的必要內容。
4 鋼軌打磨的發展趨勢
4.1 鋼軌打磨作業的智能化
智能化打磨是打磨模式的進一步發展,通過比較鋼軌當前廓型與目標廓型的差異,自動生成打磨工具的布置方式和執行參數,使打磨后的鋼軌截面最大限度地逼近目標廓型,減少打磨遍數。目前鋼軌維護中采用打磨模式的數目固定,常通過微調打磨角度和功率來實現打磨目標廓型,單次打磨作業需打磨鋼軌2~5遍才能完成線路維護需求,增加了維護的成本。
智能化打磨借助于鋼軌廓型的測量和處理系統,能夠實時采集打磨作業前后的鋼軌廓型并指導作業實施。其關鍵技術有:①鋼軌廓型測量和數據處理技術,要求其能夠快速、準確地反映打磨后的鋼軌廓型,量化當前廓型與目標廓型的差異;②通過研究打磨機理建立許用的打磨工藝參數庫,確保智能化系統能自動生成安全的打磨執行參數庫,防止事故和意外的發生。
4.2 鋼軌打磨信息的集成化
打磨管理數據庫是鋼軌打磨作業信息輸入和輸出的集中體現,打磨管理是指鋼軌維護中打磨計劃的制訂、打磨方案的執行及打磨質量的反饋,而打磨數據庫是為協調打磨周期、打磨策略和打磨質量等問題建立的統一管理平臺。結合線路特征劃分管理區域,以兼顧高效率和低成本為打磨原則,建立軌道運營和維護數據庫,可系統地指導打磨作業的實施。
打磨管理數據庫的輸入元素分為不變因素和可變因素,通過檢測鋼軌病害及分析打磨過程不斷充實數據庫的信息量,并將工程人員的實際經驗集成于數據庫中。當其完善到一定程度后,可通過信息輸出指導打磨策略的選擇和打磨方案的制訂,防止鋼軌打磨中“過維護”和“欠維護”情況的出現,最大程度發揮鋼軌打磨的作用。
4.3 鋼軌打磨裝備的柔性化
隨著對鋼軌打磨意義研究的深入,在軌道交通領域拓展打磨技術應用范圍是必然趨勢,從效益角度看,對打磨裝備的要求須由“作業能力”轉變為“質量優劣”,而不同線路和特有路況提高了對打磨裝備的通用性要求。研究鋼軌打磨理論的出發點是為了使打磨技術更好地為線路維護服務,而通過打磨裝備才能將研究成果具體呈現出來,提高打磨裝備的柔性化才可滿足軌道維護的新要求。
5 結 語
本文介紹了鋼軌病害預測方法、鋼軌打磨機理以及打磨的必要性,給出了鋼軌打磨策略轉變的依據和意義,建議研究30~80km·h-1高速打磨技術并開發新型打磨工具以提高打磨效率,結合預防性打磨與打磨周期之間的聯系對鐵路 運營的經濟效益性開展研究,建立包絡式和輪廓式交替打磨的鋼軌維護方式,細化打磨模式以滿足所設計目標廓型的打磨要求,制定輪廓式打磨的質量評價標準,科學規劃打磨周期以降低鋼軌維護成本,為發揮鋼軌打磨技術的潛在作用提供了研究方向。
同時文中給出了指導高速鐵路預防性打磨的部分數據:鋼軌打磨量降低為0.1~0.2mm,打磨周期縮短為原來的1/4,每年需進行2次打磨作業且表面測量采樣距離應小于50m,90%采樣點的表面粗糙度應小于10μm,打磨廓型誤差小于0.01mm,1m內的鋼軌表面縱向波段的峰峰高度差應小于0.01mm,大于1m的波段下此值應小于0.1mm,為后續研究和開發鋼軌打磨技術提供了數據支持。









 豫公網安備41019702003604號
豫公網安備41019702003604號