

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要 石材加工中溫度對異型面形成機理和成型刀具的磨損規律有重要意義,而理論分析過程比較復雜,準確率有待修正提高。為有效指導實際生產,掌握金剛石刀具磨削石材的規律,摸索適于高效花崗石...
摘要 石材加工中溫度對異型面形成機理和成型刀具的磨損規律有重要意義,而理論分析過程比較復雜,準確率有待修正提高。為有效指導實際生產,掌握金剛石刀具磨削石材的規律,摸索適于高效花崗石磨削的加工工藝,以降低溫度對生產的不良影響,提出了基于紅外成像的測量和分析方法。實驗中,分析了兩種石材異型面干切削加工中熱量的產生及切削溫度的變化,發現花崗石異型面磨削弧區的表面最高溫度隨主軸轉速及刀具切削深度的提高而上升;單獨提高刀具的進給速度會使磨削區溫度先升后降。
在各種材料去除加工過程中必然產生熱量并帶來溫度變化,加工件質量及刀具壽命均因此受到影響。針對金屬材料,切削過程的熱量產生及傳遞研究成果已經比較多[1-3],研究方法各具特色;而陶瓷材料去除加工中,有關研究也非常深入。與陶瓷材料相似的硬脆石材,大熱量的產生也帶來了很多問題,但其中傳熱規律和影響因素尚不十分清楚。常見石材加工是通過鋸切或磨削完成的,刀具在異型面弧區加工中,熱量直接影響著刀具金剛石顆粒磨破損情況,也關系到被加工石材表面質量和工件性能。例如,切削中溫度升至800℃以上時,金剛石顆粒石墨傾向嚴重,導致切削能力喪失,可見切削熱對花崗石異型面加工中刀具和石材均有至關重要的影響。
現階段,要確定花崗石磨削溫度場,理論計算和實驗測量是常見的兩種途徑。理論研究具體到實踐中有多種方法,比如理論推導法、經驗公式法等,主要是基于傳熱學,建立刀具一工件的熱傳遞基于微分議程進行求解。而面向加工實驗的溫度測量則是更加直接和有效的方法。需要指出的是,要更詳細研究加工條件-弧區溫度耦合規律,尤其對于異型面溫度場研究,必須在測試方法上有所突破。
花崗石磨削溫度場的紅外測溫
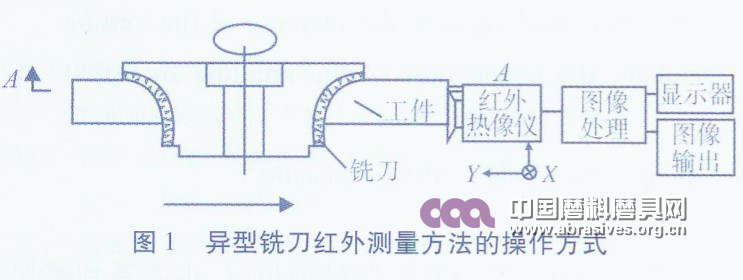
要研究花崗石磨削區溫度場,直接途徑有熱電偶測溫、花纖測溫、紅外成像測溫。然而上述方法均不能完整提取出切削區域表面全部點溫度,相對熱電偶測溫,光纖測溫更適用于反映刀具-石材間熱量的內部傳遞過程[3]。而花崗石作為不導電的硬脆材料,其響應速度慢,特別是用來測量高旋轉速度下的刀具溫度更加困難。加之考慮到動態熱敏性、測量面積、測量精度、是否受切削液的影響,以及測試、安裝成本和數據采集、處理是否方便等因素,相對其他兩種方法,紅外成像測量在表面溫度測量及測量范圍方面則顯出優勢。故本研究中確定使用先進的紅外熱像儀重點來測量刀具-工件接觸面,進而可推斷刀具以及工件切削區域溫度場。紅外成像設備可以接收被測物體各點紅外輻射能量,進而確定被測目標溫度場[4-6],屬于非接觸式測溫,避免了高熱環境下的操作不利。切削區域表面向外幅射能量,成像儀獲取幅射狀態的熱信息,經過信號處理后轉換成溫度進行顯示。其優勢還在于反應速度快、覆蓋面廣,操作簡單。此外,針對異型面磨削采用的紅外熱成像測量方式參見圖1。
測試設備與條件
根據圖1所示的操作方式,實驗中彩棚和NEC生產的QH5104R型號紅外熱像儀,在意大利CMS公司進口的SPEED Y2000型數控加工中心上進行加工,其最高轉速為15000m/min ,X軸、Y軸、Z軸的最大進給速度分別為54、36、30m/min,可通過程序控制設定工藝參數。切削刀具選用了意大利生產的ASS10105型號成形銑磨輪,如圖2所示。上述設備和刀具適用于硬脆材料的加工,可完成異型輪廓、形狀工件的成型、研磨、拋光、平面雕刻、浮雕等所有三維立體空間加工。針對銑磨切削熱現象根據上述設備廠家提供的指標參數使用范圍,可知完全能實現高效加工系統的測量要求。
石材制品通常形狀復雜,但加工面無論多么復雜,均可以看做是由不同的簡單異型面連接而成的。鑒于1/4圓弧便于檢測,也是多種異型面的典型弧面單元,因此,實驗以相對簡單的1/4圓弧面單元磨削加工過程熱現象作為對象(如圖3),而其他異型面的加工過程均可由此進行推廣。另外,此試驗未將磨削液、冷卻液等引入實驗過程,以更好的獲取單純切削熱量帶來的影響。
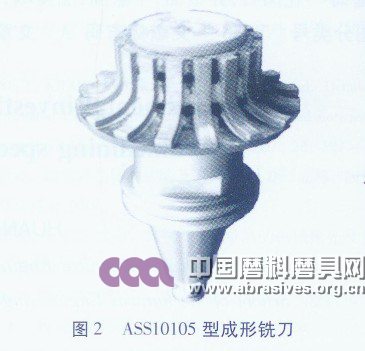
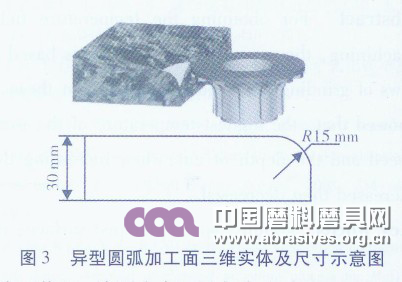
圖3 異型圓弧加工面三維實體及尺寸示意圖
為了搬運、檢測方便,研究中由本地選材,選用了規格為600mm×400mm×30mm的兩種花崗石,分別為齊魯紅(G3754)和濟南青(G3701)。兩者脆硬性和韌性指標有所不同,兩種花崗石的主要物理性能如表1、表2所示。
溫度測量結果與分析
分別對齊魯紅、濟南青兩種石材進行不同加工條件(刀具進給速度、刀具圓周線速度)下的高速磨削實驗,應用上述紅外成像的測量方式獲取磨削接觸面溫度信息,紅外溫度圖像見圖4、圖5.圖中十字線中心即為溫度峰值點,一般出現在接觸弧值面中心位置。
表1 齊魯紅花崗石主要組分及物理性能

表2 濟南青花崗石主要組分及物理性能


圖4齊魯紅在=600mm/min時,=20、40m/s情況下的溫度圖像
圖5 濟南青在=1000mm/min時,=20、40、60m/s情況下的溫度圖像
在花崗石異型面磨削加工時,當工件材料和刀具確定后,影響磨削溫度的主要因素就是磨削加工參數和加工條件,如磨削深度、金剛石刀具轉速和進給速度等。實驗中分別對各參數條件以及不同工作條件下的磨削溫度進行單因素實驗,得到各類加工參數下的磨削溫度,進而為高效磨削花崗石異型面溫度場規律深入研究提供數據。
切削深度對磨削弧區溫度的影響
根據紅外成像獲得的溫度場數據,取某特定加工條件下不同切深時切削弧區溫度最高點值進行數據處理,可得圖6,即磨削齊魯紅、濟南青石材時加工弧區溫度隨切深變化趨勢。此時磨削加工條件為:進給速度=1000mm/min,圓周線速度=40m/s,干切削加工。

圖6 不同切削嘗試情況下的磨削溫度
結果顯示,上述兩種石材在其化加工參數不變的情況下,隨切削嘗試的增大,切削弧區溫度均有明顯的上升;而且切深達一定數值后,隨深度增大溫度升高加快;同樣條件下,濟南青的磨削弧區最高溫度相對齊魯紅更高。
分析認為,隨著切深的增加,花崗石去除體積相應加大,切削功耗也增大,轉化為熱量的切削功也隨之增加,而熱量集中在磨削區域無法及時擴散,導致了磨削區溫度的升高。同時,切深和溫升間呈現一定線性關系。
上面已提到兩種石材在相同加工參數下,溫升規律相似,但呈現的溫升量有明顯區別。通過對各自成分分析認為:齊魯紅組分中石英的含量較高,致使其硬度相對較大而韌性偏低,所以磨粒做功主工是靠沖擊完成的破碎功;濟南青中石英含量少,其硬度較低但韌性集市,磨粒對于石材主要進行剪切和塑性擠壓完成去除。因此,齊魯紅以脆性斷裂形式被去除較多,濟南青則以塑性斷裂形式被去除的部分多些。根據磨破碎功耗相關理論,石料表面塑性顆粒在去除時消耗的能量相對脆性顆粒要多,而且此時金剛石刀具表面的磨料與花崗石表面顆粒接觸面較大,意味著要消耗更多能量來克服更多摩擦,最終導致熱量生產較多,溫升較高。
在上述系列磨削花崗石異型面過程中,刀具和石材工件接觸面在各次加工中平均磨削溫度不超過350℃,峰值溫度也未超過800℃。分析認為,在此較低的溫度范圍內,刀具與石材接觸面的溫升不足以引起金剛石顆粒的石墨化而導致切削能力的喪失。
主軸轉速對磨削弧區溫度的影響
確定切削深度,在干切削情況下,研究主軸轉速帶來的熱量產生規律,仍由熱像儀獲取數據,圖7、圖8分別為兩種石材在不同主軸轉速下的磨削溫度。由圖7、圖8可看出兩種花崗石在5種刀具進給速度下,1/4弧面磨削時峰值溫度變化情況。當進給速度一定時,主軸轉速的提高使花崗石1/4弧面磨削峰值溫度上揚,在轉速達10000r/min后,繼續增速將導致溫升趨勢更加明顯。
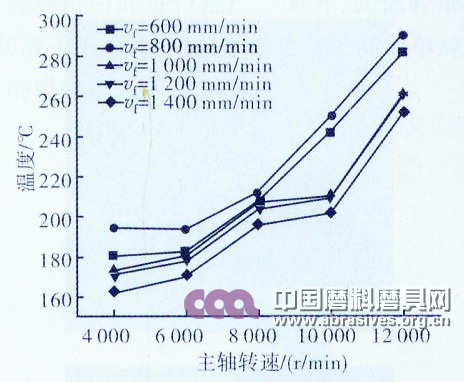
圖7 濟南青在不同主軸轉速下的磨削溫度

圖8 齊魯紅在不同主軸轉速下的磨削溫度
另外,進給速度一定時,雖然刀具磨粒的切削量不會隨轉速的提高而變化,但單位時間內整體摩擦作用將增強,消耗了更多磨削功率;同時塑性去除的石材表面顆粒比例將增多,熱量擴散不及時,經累積總體熱量不斷增加,故傳入工件中的熱量相對多,所以表現為磨削弧區的溫度升高。刀具線速度越快,工件的熱量分配比越高,其溫度升高更快。
進給速度對磨削弧區溫度的影響
圖9、圖10為在實驗范圍內主軸轉速確定的5種情況下兩種石材在不同進給速度時的磨削溫度。從圖9、圖10可以看出,隨進給速度增加,磨削區峰值溫度先做微量升高又逐漸降低。后段的溫度降低是因為當主軸轉速一定時,進給速度加快使摩擦作用增強,單位時間產熱量也大,但刀具沿加工弧面加快了移動,熱量隨時產生隨時擴散也不易積聚于某處,效果就是溫度整體趨勢。而圖中曲線最初有上揚現象,則是由于此時刀具移動帶走接觸弧面熱量的速度還小于摩擦作用產出熱量的增速,整體效果就是溫度趨升。
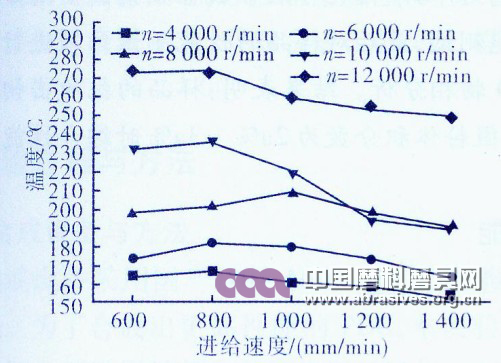
圖9 齊魯紅在不同進給速度時的磨削溫度

圖10 濟南青在不同進給速度時的磨削溫度
結論
利用紅外成像側溫法,搭建測試系統以研究高速磨削花崗石1/4弧面的溫度場情況,從多個角度分析了切削加工參數帶來的影響。為加工參數的選擇提供依據,對今后刀具的優化設計、冷卻方式有著重要意義。基于紅外成像測溫數據,對比分析多工況花崗石磨削區峰值溫度的變化,得出以下結論:
利用金剛石成形銑磨刀具高效加工異型面,其它條件確定情況下,增加切削深度或加快主軸轉速都會導致刀具與石材接觸弧區的溫度升高,呈現一定線性規律。
若單獨提高刀具的進給速度,會使接觸弧區熱源快速移動,因此溫度變化呈現先增后降規律。另外,不同材質花崗石磨削加工溫度場有所區別,也表明加工難度不同。
參考文獻:
[1] MARK R M,GEORGE M,CHARLES A.Experimental cutting tool temperature distributions[J].Journal of Manufacturing Science and Engineering,2003,125(11):667-673.
[2] HONG T Y.Cutting temperature reponse to flank wear[J].Wear,1996,201:117-120.
[3] XU X P.Experimental study on tempertures and energy partition at the diamond-granite interface in grinding[J].Tribology International,2001,34:419-426.
[4] 付繞,沈華雄,郭力.工程陶瓷高速深切磨削溫度的理論分析[J].
精密制造與自動化,2011(2):5-9.
[5] 周志雄,毛聰,周德旺,等.平面磨削溫度及其對表面質量影響的實驗研究[J]. 中國機械工程,2008,19(8):980-984.
[6] 董智勇.基于網絡的磨削溫度紅外監測系統研究[J].微型電腦應用,2008,24(9):54-56.
作者簡介
黃波,男,1973年生,山東大學副教授。主要研究方向為:復合高效加工技術與裝備。








 豫公網安備41019702003604號
豫公網安備41019702003604號