

 手機資訊
手機資訊 官方微信
官方微信摘要 在有限的能源現實面前,汽車制造企業一方面在研發新能源汽車,另一方面還繼續在汽、柴油發動機上研發新技術。將有限的汽、柴油資源朝著發揮極致的方向進行,因此發動機的新技術正在被不斷的開發...
在有限的能源現實面前,汽車制造企業一方面在研發新能源汽車,另一方面還繼續在汽、柴油發動機上研發新技術。將有限的汽、柴油資源朝著發揮極致的方向進行,因此發動機的新技術正在被不斷的開發和應用。雖然麥肯錫報告預估到2030年電動車(包含汽電混合車種)銷售量占比將高達50%(預估數據應驗的前提是電動車售價需降價三分之一、電池續航力需進一步提升),但是根據中國的汽車實際需求,機加工刀具的使用還將繼續保持上升趨勢。1.動力總成機加工刀具現狀
(1)我國汽車產能的現狀
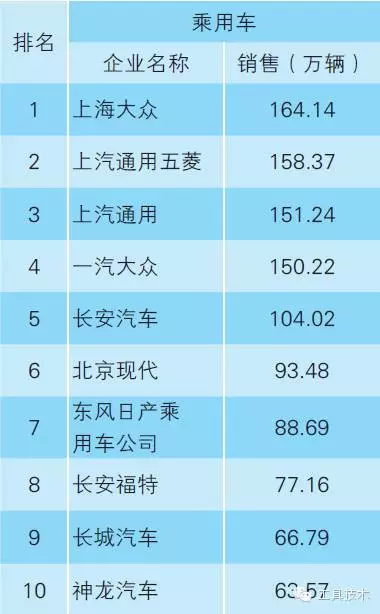
中汽協數據顯示,2015年我國汽車產銷分別完成2450.33萬輛和2459.76萬輛,均創歷史新高。表1為我國2015年1-11月乘用車汽車前十家生產企業銷量排名(信息來源中國汽車工業協會),10家企業銷售1117.68萬輛。中汽協對于2016年國內乘用車市場銷量預測將在2276萬輛左右,增速為7.8%。
表1 2015 年乘用車銷量排名
(2)汽車動力總成機加工使用刀具的種類汽車動力總成主要大件的機加工刀具品種很多,如下所列: 銑刀,包括面銑刀盤、玉米銑刀、立銑刀、角向銑刀、球頭銑刀等;鉆頭,包括麻花鉆、槍鉆(單刃、直槽鉆)、三刃鉆、四刃鉆);鉸刀,包括單刃鉸刀、多刃鉸刀;拉刀,包括平面拉刀、圓形拉刀;鏜刀,包括階梯孔鏜把、同軸孔鏜把、單孔鏜把;組合串刀;絲錐,包括切削絲錐、擠壓絲錐、螺紋梳刀;珩磨頭,包括曲軸孔珩磨頭、缸孔珩磨頭、連桿大小頭孔珩磨頭);砂輪,包括PCD砂輪、CBN砂輪、剛玉砂輪、綠色碳化硅砂輪;曲軸加工刀具,包括車車拉、外銑刀、內銑刀;復合刀具,包括鉆銑螺紋、鉆锪平面、鉆锪鏜倒刀具;還有插齒刀具、滾齒刀具、拋光帶、毛刷等。
刀具的種類多少決定了刀具企業面與點的程度。因此,我國汽車制造業刀具的需求量增加,也給國外刀具公司和國內刀具企業提供了一個絕好的機會。刀具性價比的優勢決定了刀具企業被汽車動力總成廠選擇的前提條件。
(3)刀具的國產化現狀
汽車動力總成項目刀具的選擇供應商形式,每一個企業都會根據自己的規劃策略,選擇適合自己公司項目刀具的供應商刀具,但是不管選擇什么形式,在實際運作過程中還是會有對項目刀具進行優化的工作開展。圖1為某企業動力總成兩個項目的主要大件的刀具配置數量。
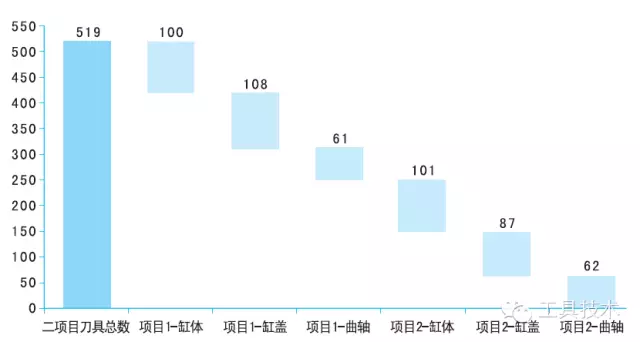
圖1 某企業動力總成兩個項目的主要大件的刀具配置數量
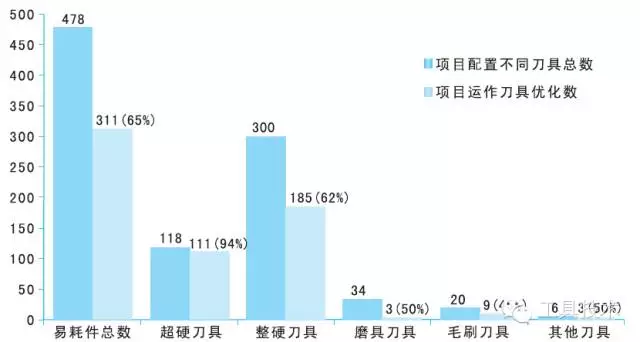
圖2 各刀具材料及刀具的優化百分比
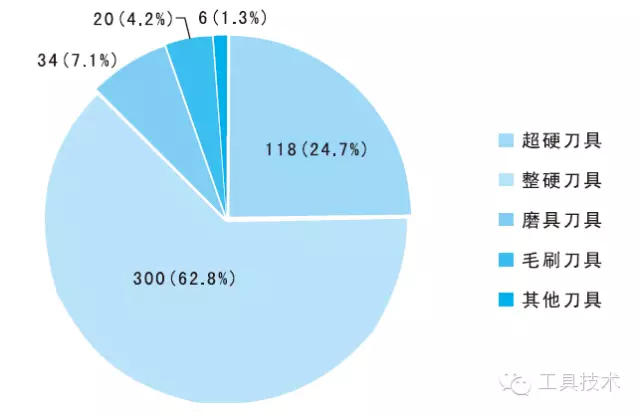
圖3 兩個項目刀具優化的供應商比例
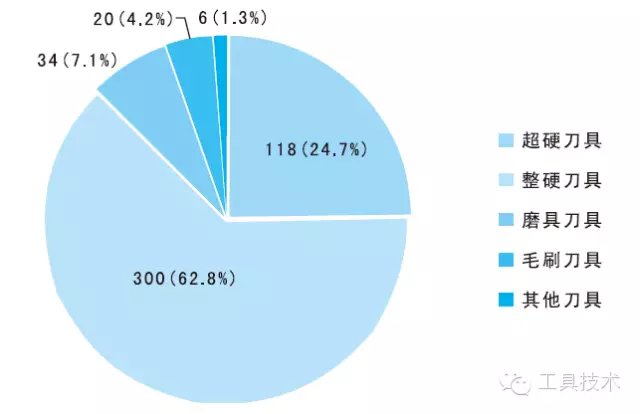
圖4 刀具材料的分類百分比
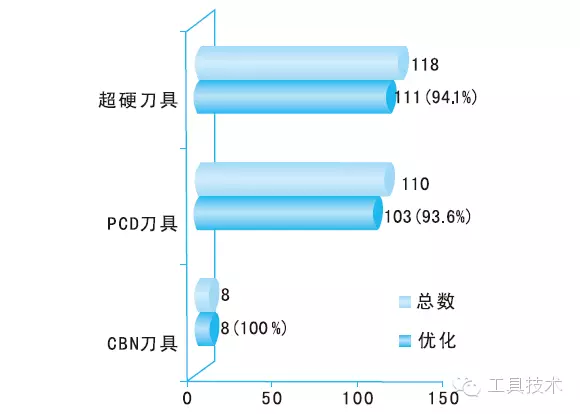
圖5 超硬刀具的優化比例分析
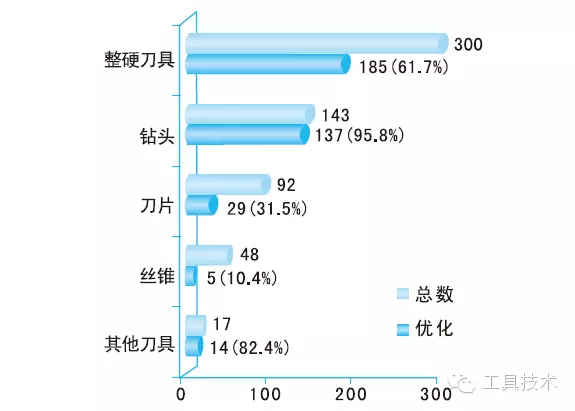
圖6 整硬刀具的優化比例分析
2.動力總成機加工刀具展望
(1)乘用車動力總成的發展趨勢與刀具的關系
①小排量發動機的比例上升
我國汽車發動機的排量現在各個企業不再是單一的幾個排量規劃,而更注重系列化的生產。從最小的1.0T,1.2L······到2.4L,3.0L,3.4L。
②動力總成主要大件的減重
汽缸體毛坯材料從灰口鑄鐵到全鋁合金材料;汽缸體、汽缸蓋毛坯的型腔壁厚變薄;曲軸大件的整體重量下降,以前4缸的曲軸是8個平衡塊,現在4缸的曲軸平衡塊設計成4塊,曲軸主軸頸、連桿頸鑄造中空或加工中空等。
③動力總成主要零部件的材料變化
汽缸體的材料從鑄鐵材料到全鋁材料;汽缸蓋材料雖然還是鋁合金材料,但是材料的牌號從AA319調整到A356;曲軸材料從原先的球墨鑄鐵到鋼材料再到高性能蠕墨鑄鐵,材料的硬度從BHN197-269到HB248-302;發動機的排氣管材料調整為含高鎳成分的難加工材料等。
④動力總成的機加工刀具成本上升
從動力總成的毛坯減重,直接影響到加工零件的剛性,故要求提高刀具的鋒利性;材料的難加工使刀具的使用壽命下降,需要高耐磨性材料和表面涂層的刀具;加工產能的提升,需要減少換刀時間,因此復雜刀具的應用致采購價格上升等。
(2)動力總成機加工刀具的發展趨勢
①刀具的設計注重與設備供應商的合作
越來越多的箱體類零件加工刀具是與設備供應商共同開發、滿足加工工藝要求的新型刀具,特別是鏜加工刀具(拉桿推桿驅動、中心冷卻液壓力驅動、壓縮空氣驅動、主軸轉速的變化達到離心力的驅動、檔塊式驅動等等)在線補償式刀具的技術應用。
②刀具細節設計的創新
刀片的鎖緊機構;刀片的微調機構;刀具刃口斷屑槽;鉆頭的頭部形式創新;鉆頭的支撐刃帶創新;鉆、銑刀具的容屑槽創新;鉆頭的斷續副切削刃創新;鏜把刀具刀片布局創新;螺旋槽PCD階梯鉆;激光燒結技術、3D打印技術在刀桿上的應用等。
③冷卻液沖洗刀片刃口
冷卻液的沖洗方向更有針對性。以前的冷卻液外冷往往對準刀具或者刀具的周圍即可,而現在已經開始實施冷卻液的方向與量的集中結合使用,既冷卻液主要對準加工刃口沖洗,這樣對切削刃口進行加大力度的冷卻效果,使刀具的使用壽命明顯上升。
④滿足位置度要求提升的刀具結構
刀具的設計更注重刀桿的剛性和刀具的支撐刃帶的定位作用。
⑤滿足材料硬度上升的加工刀具涂層
高性能涂層的應用(復合涂層);鋁合金刀具選擇涂層;涂層提升高晶粒的等級一致性、和基體的親合力好、高耐熱性、硬度高、韌性好、耐沖擊、非常致密光滑的涂層表面結構及抗后刀面磨損等優勢。
⑥MQL刀具的普及應用
在軸類孔系得到廣泛應用,勢必會向其它零部件加工方面延伸。
⑦磨具加工刀具的新變化
CBN砂輪采用碳纖維機體,使其達到更高的線速度Vc=200m/s;砂帶和砂輪的標準一致磨粒提升磨削的切除量,大大提升加工效率。
⑧易耗件刀具的降本措施
多刃口刀片的應用;Sub-Land(復溝)鉆頭的應用;密齒銑刀具的應用;鉆頭頭部可換的應用等。
⑨刀具使用壽命的合理性
刀具使用壽命的提高直接可以改變刀具的運作成本。過去刀具使用壽命沒有零頭的推薦值將越來越少出現。而根據刀具實際加工的長度軌跡距離來核定刀具的使用壽命將成為標準的推薦方式。
⑩刀具切削參數的合理使用
刀具切削參數的合理性,是滿足工藝要求前提下正確使用刀具的方法,是刀具合理使用到刀具合理磨損的運作方式。不能為了滿足生產節拍而無考慮的提升切削參數,降低刀具實際可加工的零件數量。
3 動力總成對機加工刀具供應商的需求
汽車動力總成廠就刀具在實際運作中的作用與要求,作為客戶會對刀具供應商提出一定的需求,概括如下:
(1)刀具安全
作為客戶,希望刀具供應商提供的刀具是安全的。安全的概念大到加工過程中不出現飛離刀體的現象,小到正常接觸刀具時不會劃破雙手。
(2)質量穩定
動力總成機加工生產線是大批量生產的模式,因此刀具的設定使用壽命是階段性的穩定。假如出現質量的批次差異就存在批量報廢加工件的風險,所以供應商的刀具質量一定要穩定。
(3)價格雙贏
刀具的價格因供應商的知名度和品質不同,存在價格上的明顯差異。因此刀具采購過程中的重要性就是判斷其類似刀具在市面上的價格合理性。片面壓低供應商價格并不可取,雙贏的局面才能實現長期合作。
(4)供貨按時
刀具的采購數量作為客戶是根據生產計劃和采購周期來核定下單的。也就是刀具供應商的脫期供應采購刀具會直接影響客戶的正常生產運作。
(5)響應及時
作為客戶購買刀具時不僅購買刀具供應商的刀具物料,還包含購買了刀具在實際使用過程中的問題解決,因此當客戶碰到問題解決不了時,作為刀具供應商一定要響應及時,盡快把解決問題。
(6)技術支持
作為客戶,不是每一家企業都有能力自己完成大小項目的,所以客戶在需要的時候會要求刀具供應商給與技術支持。
(7)定期交流
不是每一家國內刀具供應商都是技術力量強大的,所以有時候通過與客戶的定期交流可以達到雙方都得益的境地。
(8)長期合作
供貨關系最佳的目標就是長期合作。因為這樣的合作才能夠讓供貨企業有穩定的生產計劃,客戶有穩定的質量和采購價格。
中國的汽車企業已經駛上了中國汽車行業發展的高速環路,既不能改變方向、也不能剎車減速,唯有把穩方向、踩足油門、全速前進。故刀具供應商與客戶的雙方協作,相互理解,共同配合才能夠最終達到雙贏的目的。









 豫公網安備41019702003604號
豫公網安備41019702003604號