

 手機資訊
手機資訊 官方微信
官方微信摘要 摘要:在光伏行業利用金剛石線對硅晶片進行鋸切的工藝還有待進一步發展完善。該技術切割速率高,水冷卻液成本低,因而整體成本較低,應用前景可觀;但還有待于和現有的工藝生產鏈特別是多晶硅的...
摘要:在光伏行業利用金剛石線對硅晶片進行鋸切的工藝還有待進一步發展完善。該技術切割速率高,水冷卻液成本低,因而整體成本較低,應用前景可觀;但還有待于和現有的工藝生產鏈特別是多晶硅的鋸切工藝整合在一起。其中,工業需求較高的工藝便是硅晶片的表面質量,例如光學外觀、總厚度偏差(TTV)、蝕刻特性、亞表面和表面損傷等質量屬性,這些因素都影響著晶片的機械穩定性。本論文旨在分析不同線速度對多晶硅晶片表面損傷的影響。首先,利用拉曼顯微鏡對非結晶區分布進行測量;觀察發現隨著線速度的增大,局部非晶相率略有增高;這和表面粗糙度值的更大分散和不均勻性相關聯。然后,利用共聚焦激光掃描顯微(CLSM)對硅晶片的拋光蝕刻斜切試樣的微裂縫深度進行分析。此外,本論文還研究了清潔處理程序和不同晶粒取向對鋸切損傷特性的影響。
關鍵詞:金剛石線,硅,線速度,表面損傷,微裂縫深度,材料應力,非晶相,表面粗糙度
1、引言
基于固結磨粒的金剛石線鋸技術可以替代基于自由磨粒的標準泥漿,應用前景十分可觀。利用金剛石線鋸切技術的硅晶片生產工藝具有切割速率高、水冷卻液成本低的優勢,同時也保持了較好的晶片表面質量。但硅晶片表面和亞表面質量性能的進一步提高則需要更高性能的金剛石線鋸切技術。鋸切損傷的程度對于晶片穩定性有重要影響,要想提高晶片質量穩定性,就需要最大程度地降低晶片的表面損傷。
在鋸切過程中,金剛石線引起的機械應力作用于晶片表面。表面損傷的程度受鋸切工藝參數的影響,其中就有金剛石線的速度。此外,由于晶體取向對裂紋深度的依賴性,硅的結晶化對表面損傷會有影響。本研究在不同線速度下對硅晶片進行鋸切,然后對其進行拉曼光譜分析,對材料應力的分布和表面可能存在的相變進行了詳細研究。建立了一種計算晶片表面上非晶-結晶硅比例r的系統方法,以此來收集延展切割硅錠的一些信息。還分析研究了清潔處理工藝對硅表面的影響;利用CLSM求得從硅晶片上拋光蝕刻斜切下來的試樣表面粗糙度和微裂縫的深度分布。特別是線速度參數對表面質量的影響進行了詳細分析。

為研究工業金剛石線鋸切割出的晶片表面,研究利用三種不同的線速度:低速5m/s,中速10m/s和高速15m/s制備出標準清潔處理工藝處理的多晶硅晶片。以等量于鋸切速度的恒定進給速度將硅錠推入金剛石線網中。在加速、減速過程中,進給速度按比例適應于線速度。較高的線速度在鋸切方向上引起了較低的切削力,如圖一所示。
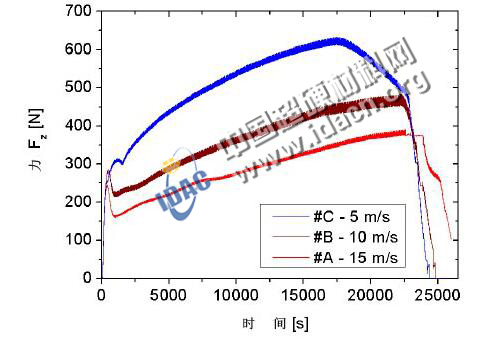
圖一:三種不同線速度下金剛石線鋸的力-時間圖。圖中所示的力為鋸切方向上的總力Fz
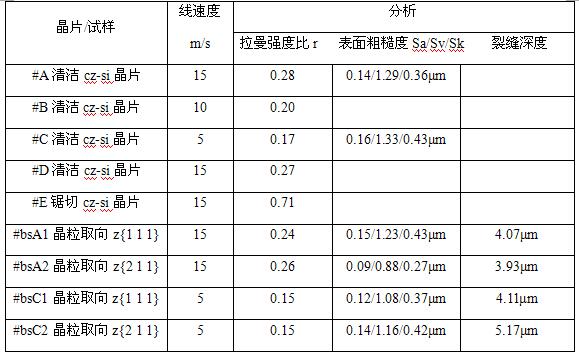
為分析清潔處理對晶片表面的影響,實驗對已經鋸切、清潔處理的兩片相鄰多晶硅(cz-Si)晶片進行研究。鋸切條件基本類似,線速度為15m/s。分析了晶片表面的材料應力、相變和表面粗糙度。利用相鄰晶片來制備拋光蝕刻斜切試樣以此來研究微裂縫的深度。拋光角度為1°,對晶片面進行拋光處理,研究亞表面的損傷結構。表一為晶片/試樣參數。
表一:晶片/試樣的參數和分析

3.1 拉曼光譜
利用高分辨率的分散拉曼顯微和拉曼光譜,可以對材料應力分布、晶體分布或其他相進行觀測;特別是對非晶硅層面的分布以及拉伸應力和壓縮應力的觀測。利用波長為532nm功率為1.2mW的激發激光在試樣表面完成拉曼映射。
利用一種特殊的求平均值法計算硅晶片表面的非晶硅部分。將一個映射上的實測拉曼光譜歸納起來以此來改進S/N偏差。一個光譜總量包含了2400個拉曼光譜。根據Yan等人的研究[3],利用非晶-晶體硅的比值可以求得晶片表面非晶硅層的厚度。材料的數量和拉曼線成比例。為了分離晶體峰值和非晶峰值,用單個曲線擬合來擬合光譜總量;用洛侖茲分布來擬合520-521cm-1處的晶體峰值。峰值說明了非晶化是利用高斯分布來擬合的。非晶相的最強主峰位于470-480cm-1處。借助峰高ha、hc,非晶峰值擬合和晶體峰值擬合的峰值半功率帶寬度ba、bc可以求得比值r,如公式1所示。Yan等人[3]還發現比值r和非晶層深度da之間的理論關聯,如公式2所示。
利用一種特殊的求平均值法計算硅晶片表面的非晶硅部分。將一個映射上的實測拉曼光譜歸納起來以此來改進S/N偏差。一個光譜總量包含了2400個拉曼光譜。根據Yan等人的研究[3],利用非晶-晶體硅的比值可以求得晶片表面非晶硅層的厚度。材料的數量和拉曼線成比例。為了分離晶體峰值和非晶峰值,用單個曲線擬合來擬合光譜總量;用洛侖茲分布來擬合520-521cm-1處的晶體峰值。峰值說明了非晶化是利用高斯分布來擬合的。非晶相的最強主峰位于470-480cm-1處。借助峰高ha、hc,非晶峰值擬合和晶體峰值擬合的峰值半功率帶寬度ba、bc可以求得比值r,如公式1所示。Yan等人[3]還發現比值r和非晶層深度da之間的理論關聯,如公式2所示。

3.2 共聚焦激光掃描顯微
利用共聚焦激光掃描顯微(CLSM)對晶片質量做進一步表征。根據DIN EN ISO 25178-3:2008-03采用3D表面參數求得表面粗糙度。對于40μm的L-過濾器,采用截至波長;S-過濾器調整至0.12μm。為求得所有分析中的表面粗糙度,在同一位置上選取3×3圖像的映射,如同拉曼分析中的映射;每張圖片尺寸為43×43μm2。表面3D分析會有不同的粗糙度參數。振幅參數給出表面的不同紋理特征,如Sa、Sv、Sp。平均粗糙度Sa給出了絕對縱坐標值的算術均數;最大谷深Sv和最大峰高Sp定義為實測表面面積的最低、最高點。功能導向參數如Sk可以由Abbott-Firestone曲線求得。中心粗糙度深度參數Sk為表面中心最高、最低點之間的距離。
通過分析切屑試樣,利用CLSM可以求得金剛石線鋸切過程中由于研磨作用而產生的微裂縫深度。因此,以垂直于鋸痕的方向,和原始鋸切損傷表面呈1°夾角對試樣進行機械拋光,然后進行簡單蝕刻。在試樣的拋光蝕刻切屑表面可以肉眼觀察到帶有微裂縫的損傷結構。為求得試樣上最深的裂縫深度,對原始試樣部分到斜切拋光表面的微裂縫痕跡進行顯微觀測并沿著平行于鋸痕的方向對表面輪廓進行測量。然后對原始試樣高度和觀察到的最后一個微裂縫所在的試樣區高度差進行記錄。
3.3 勞厄掃描儀
根據X射線衍射,利用勞厄掃描系統求得晶粒取向。根據晶粒取向,白色X射線束產生所有可能的晶格面系的反向散射衍射類型。利用這種勞厄類型可以計算出歐拉角取向矩陣,并將個體磨粒晶格的晶軸轉化為試樣固定的坐標系。勞厄掃描方法的詳情參見文獻[5]。
3.4 硅晶片的清潔處理工藝
鋸切后的硅晶片通常利用標準濕式化學清潔工藝進行處理,去除表面的顆粒和化學雜質。清潔步驟包括若干清洗槽、堿性清洗溶液和軟化水漂洗等。整個清潔過程都在不同超聲波頻率的熱堿超聲波清洗中進行。
4、結果和討論
4.1 表面非晶化和材料應力
·線速度的影響
為研究鋸切速度的影響,實驗對不同線速度加工的三片硅晶片的非晶硅部分進行求值。利用拉曼光譜對每片晶片上均勻分布的2.7×1.8mm2面積區進行觀測。
圖二為晶片#A、#B、#C單個映射的拉曼光譜總量。紅線類似高速鋸切條件下(15m/s)測得的表面拉曼曲線;藍線給出了低速鋸切條件下(5m/s)測得的拉曼曲線;棕色線為中速鋸切條件下(10m/s)測得的拉曼光譜。綠線為參考線,代表蝕刻無損傷純晶體硅晶片。未發生應變的晶體硅(c-Si)在521cm-1處出現拉曼峰值;470cm-1和150cm-1處的主峰說明有非晶硅(a-Si)存在。圖二說明了在較高線速度條件下非晶硅部分比較多,這是受應力作用的硅特性所致。在高壓力作用下,材料發生了金屬相變;減壓速度又影響著進一步的相變發生。減壓速度低時,混合晶相產生;減壓速度高時,產生了非晶硅。例如:高速鋸切條件下,非晶和晶體材料的比例要比低速鋸切條件下的比值要高。
利用共聚焦激光掃描顯微(CLSM)對晶片質量做進一步表征。根據DIN EN ISO 25178-3:2008-03采用3D表面參數求得表面粗糙度。對于40μm的L-過濾器,采用截至波長;S-過濾器調整至0.12μm。為求得所有分析中的表面粗糙度,在同一位置上選取3×3圖像的映射,如同拉曼分析中的映射;每張圖片尺寸為43×43μm2。表面3D分析會有不同的粗糙度參數。振幅參數給出表面的不同紋理特征,如Sa、Sv、Sp。平均粗糙度Sa給出了絕對縱坐標值的算術均數;最大谷深Sv和最大峰高Sp定義為實測表面面積的最低、最高點。功能導向參數如Sk可以由Abbott-Firestone曲線求得。中心粗糙度深度參數Sk為表面中心最高、最低點之間的距離。
通過分析切屑試樣,利用CLSM可以求得金剛石線鋸切過程中由于研磨作用而產生的微裂縫深度。因此,以垂直于鋸痕的方向,和原始鋸切損傷表面呈1°夾角對試樣進行機械拋光,然后進行簡單蝕刻。在試樣的拋光蝕刻切屑表面可以肉眼觀察到帶有微裂縫的損傷結構。為求得試樣上最深的裂縫深度,對原始試樣部分到斜切拋光表面的微裂縫痕跡進行顯微觀測并沿著平行于鋸痕的方向對表面輪廓進行測量。然后對原始試樣高度和觀察到的最后一個微裂縫所在的試樣區高度差進行記錄。
3.3 勞厄掃描儀
根據X射線衍射,利用勞厄掃描系統求得晶粒取向。根據晶粒取向,白色X射線束產生所有可能的晶格面系的反向散射衍射類型。利用這種勞厄類型可以計算出歐拉角取向矩陣,并將個體磨粒晶格的晶軸轉化為試樣固定的坐標系。勞厄掃描方法的詳情參見文獻[5]。
3.4 硅晶片的清潔處理工藝
鋸切后的硅晶片通常利用標準濕式化學清潔工藝進行處理,去除表面的顆粒和化學雜質。清潔步驟包括若干清洗槽、堿性清洗溶液和軟化水漂洗等。整個清潔過程都在不同超聲波頻率的熱堿超聲波清洗中進行。
4、結果和討論
4.1 表面非晶化和材料應力
·線速度的影響
為研究鋸切速度的影響,實驗對不同線速度加工的三片硅晶片的非晶硅部分進行求值。利用拉曼光譜對每片晶片上均勻分布的2.7×1.8mm2面積區進行觀測。
圖二為晶片#A、#B、#C單個映射的拉曼光譜總量。紅線類似高速鋸切條件下(15m/s)測得的表面拉曼曲線;藍線給出了低速鋸切條件下(5m/s)測得的拉曼曲線;棕色線為中速鋸切條件下(10m/s)測得的拉曼光譜。綠線為參考線,代表蝕刻無損傷純晶體硅晶片。未發生應變的晶體硅(c-Si)在521cm-1處出現拉曼峰值;470cm-1和150cm-1處的主峰說明有非晶硅(a-Si)存在。圖二說明了在較高線速度條件下非晶硅部分比較多,這是受應力作用的硅特性所致。在高壓力作用下,材料發生了金屬相變;減壓速度又影響著進一步的相變發生。減壓速度低時,混合晶相產生;減壓速度高時,產生了非晶硅。例如:高速鋸切條件下,非晶和晶體材料的比例要比低速鋸切條件下的比值要高。
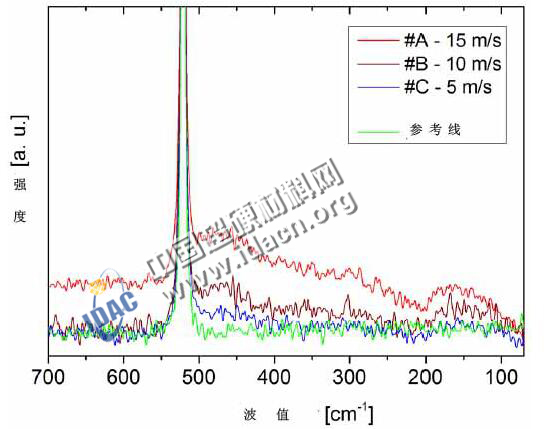
圖二:不同線速度條件下晶片表面小區域內的拉曼光譜總量
非晶/晶體比值r產生高速鋸切#A晶片的中位數0.28,低速鋸切#C晶片的中位數0.17;這相當于12.8nm(#A晶片)非晶層和9.3nm(#C晶片)非晶層。但值得注意的是單個r值隨著每片晶片上的最小值(接近0,基本沒有非晶硅部分)和高速鋸切晶片上的最大值0.54而強烈分散。這說明晶片表面主要有隨機分散的非晶部分組成。這些結果說明r值不一定完全取決于線速度。
對于殘余應力引起的晶體硅峰值的拉曼位移,計算求得映射。值得注意的是朝著較低波值位移的峰值代表拉伸應力,朝著較高波值位移的峰值代表壓縮應力。文獻[6]對峰值的位移進行了校準,3.2cm-1處的差異相當于1GPa的應力。圖三為高速鋸切#A晶片和低速鋸切#C晶片的晶體峰值位移拉曼映射。很明顯可以看出鋸切產生的表面圖形和所有晶片試樣上觀察到的晶體硅峰值的空間映射波值類似。波值映射反應了局部拉伸應力導致峰值向下位移至517cm-1處,壓縮應力導致向上位移至525cm-1處。這意味著1.25GPa的壓縮/拉伸應力。和低速鋸切晶片(圖三b)相比,高速鋸切晶片(圖三a)上的應力分布更加不均勻(包括壓縮應力和局部拉伸應力)。這在晶體硅峰值的半功率帶寬的拉曼映射上也可以觀察到。
對于殘余應力引起的晶體硅峰值的拉曼位移,計算求得映射。值得注意的是朝著較低波值位移的峰值代表拉伸應力,朝著較高波值位移的峰值代表壓縮應力。文獻[6]對峰值的位移進行了校準,3.2cm-1處的差異相當于1GPa的應力。圖三為高速鋸切#A晶片和低速鋸切#C晶片的晶體峰值位移拉曼映射。很明顯可以看出鋸切產生的表面圖形和所有晶片試樣上觀察到的晶體硅峰值的空間映射波值類似。波值映射反應了局部拉伸應力導致峰值向下位移至517cm-1處,壓縮應力導致向上位移至525cm-1處。這意味著1.25GPa的壓縮/拉伸應力。和低速鋸切晶片(圖三b)相比,高速鋸切晶片(圖三a)上的應力分布更加不均勻(包括壓縮應力和局部拉伸應力)。這在晶體硅峰值的半功率帶寬的拉曼映射上也可以觀察到。
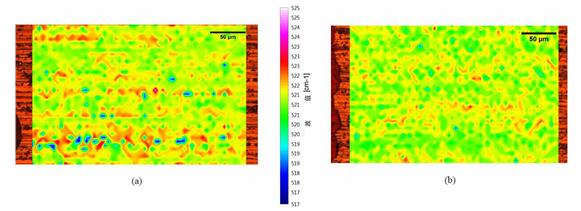
圖三:反應晶體硅峰值波值的高速鋸切#A晶片(a)和低速鋸切#C晶片(b)的拉曼映射
·清潔工藝的影響
為分析清潔工藝可能對晶片表面造成的影響,實驗選取相鄰的兩塊單晶硅晶片,清潔處理過的#D晶片和鋸切未清理的#E晶片,加工線速度為15m/s,并求得兩塊晶片的非晶/晶體比值r。
圖四為拉曼映射上由單點求得的光譜。對每塊晶片上的兩個光譜進行比較,綠色和藍色曲線代表鋸切#E晶片的光譜。470cm-1處和150cm-1處的非晶峰值比清潔處理的相鄰#C晶片所得的橙色、紅色曲線上的非晶峰值更顯著。比值r可求得清潔#D晶片的中位數0.27、鋸切#E晶片的中位數0.71;因此,鋸切#E晶片上觀測到的非晶層厚度可高達25.9nm。據此可以推斷,硅晶片表面的清潔處理可以去除很大一部分非晶成分;清潔工藝可以看作對表面非晶相的一種蝕刻劑。實驗結果顯示,通過化學清潔處理,非晶層平均減少了50%左右。
為分析清潔工藝可能對晶片表面造成的影響,實驗選取相鄰的兩塊單晶硅晶片,清潔處理過的#D晶片和鋸切未清理的#E晶片,加工線速度為15m/s,并求得兩塊晶片的非晶/晶體比值r。
圖四為拉曼映射上由單點求得的光譜。對每塊晶片上的兩個光譜進行比較,綠色和藍色曲線代表鋸切#E晶片的光譜。470cm-1處和150cm-1處的非晶峰值比清潔處理的相鄰#C晶片所得的橙色、紅色曲線上的非晶峰值更顯著。比值r可求得清潔#D晶片的中位數0.27、鋸切#E晶片的中位數0.71;因此,鋸切#E晶片上觀測到的非晶層厚度可高達25.9nm。據此可以推斷,硅晶片表面的清潔處理可以去除很大一部分非晶成分;清潔工藝可以看作對表面非晶相的一種蝕刻劑。實驗結果顯示,通過化學清潔處理,非晶層平均減少了50%左右。
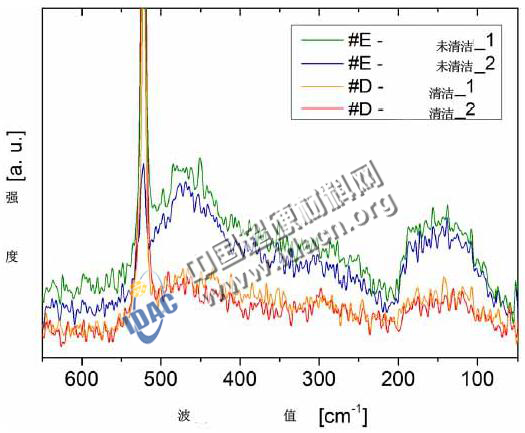
圖四:鋸切加工和清潔處理的多晶硅表面拉曼光譜
在拉曼映射的硅晶片區求得表面粗糙度。排屑槽增多且鋸切溝槽更加明顯的表面區域,其表面粗糙度增大。圖五為不同線速度條件下兩塊晶片表面的CLSM圖。兩塊晶片都有肉眼可見的鋸切痕,這些溝槽隨排屑槽而出現。但和低速鋸切#C晶片的表面相比,高速鋸切#A晶片的粗糙度更加不均勻;這和之前研究得到的高速鋸切晶片表面的拉伸、壓縮應力更加不均勻有關系。比值r和表面粗糙度之間的關系尚未得到確認。
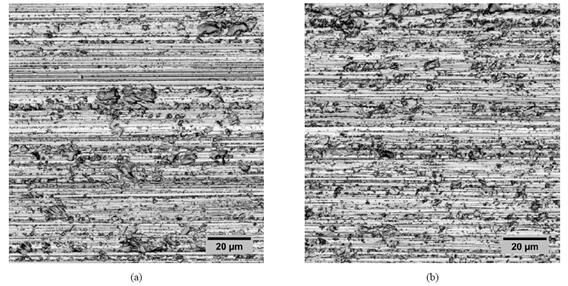
圖五:高速(a)、低速(b)鋸切晶片表面的CLSM部分圖
利用CLSM圖求得表面粗糙度參數值;Sa、Sk和Sv三個參數單獨列出,圖六為相關結果數值。對#A-15m/s晶片和#C-5m/s晶片進行對比。研究發現晶片#A的表面粗糙度的波動范圍變大,不均勻度進而也增大。晶片#C的表面粗糙度平均值和中位數只是略高。晶片#A觀察到了最小表面粗糙度值。
晶片#A的振幅參數Sa在0.08-0.17μm間變化(中位數為0.14μm);晶片#C的振幅參數Sa在0.12-0.18μm間變化(中位數為0.16μm)。代表試樣表面谷深的振幅參數Sk在高速鋸切條件下的變化范圍更大,為0.76-2.51μm,中位數1.29μm;在低速鋸切條件下的變化范圍為1.05-1.57μm,中位數為1.33μm。峰值總高度參數Sp也有類似特性(#A:0.53-1.25μm,中位數0.74μm;%C:0.66-1.14μm,中位數0.93μm)。這說明和低速鋸切相比,高速鋸切晶片表面的峰值更高,谷值更低。谷值可能是鋸切溝槽亦或排屑槽。峰值可能是鋸切痕側面的殘留材料所形成。高速、低速鋸切晶片的表面中心粗糙深度Sk分別在0.22-0.43μm之間,中位數0.36μm、0.36-0.50μm之間,中位數0.43μm。
晶片#A的振幅參數Sa在0.08-0.17μm間變化(中位數為0.14μm);晶片#C的振幅參數Sa在0.12-0.18μm間變化(中位數為0.16μm)。代表試樣表面谷深的振幅參數Sk在高速鋸切條件下的變化范圍更大,為0.76-2.51μm,中位數1.29μm;在低速鋸切條件下的變化范圍為1.05-1.57μm,中位數為1.33μm。峰值總高度參數Sp也有類似特性(#A:0.53-1.25μm,中位數0.74μm;%C:0.66-1.14μm,中位數0.93μm)。這說明和低速鋸切相比,高速鋸切晶片表面的峰值更高,谷值更低。谷值可能是鋸切溝槽亦或排屑槽。峰值可能是鋸切痕側面的殘留材料所形成。高速、低速鋸切晶片的表面中心粗糙深度Sk分別在0.22-0.43μm之間,中位數0.36μm、0.36-0.50μm之間,中位數0.43μm。
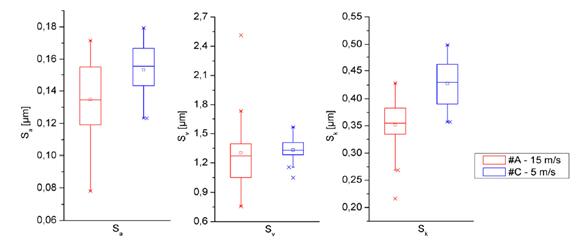
圖六:不同鋸切線速度下晶片表面3D表面參數Sa、Sk和Sv的盒狀圖
4.3 微裂縫深度分析
利用CLSM測量鋸切多晶硅晶片的最大微裂縫深度;為此,實驗采用相鄰兩塊多晶硅進行高速、低速鋸切,制備出拋光、蝕刻切屑試樣。在曲面法線方向上觀察到兩種晶粒取向:{1 1 1}和{2 1 1}。
圖七為裂縫深度分析結果的盒狀圖。微裂縫深度通常分散在2-13μm之間;{2 1 1}面中位數由高速鋸切試樣#bsA2(橙色盒狀圖)的3.9μm增大到低速鋸切試樣#bsC2(淡藍色盒狀圖)的5.2μm。中位數和{1 1 1}面裂縫深度的最大值之間的差異比較小,但趨向類似(詳見紅色、藍色盒狀圖)。這說明線速度越大微裂縫對亞表面的損傷就越小;這和進給速度恒定條件下高速鋸切方向上較低的鋸切力有關。較高的線速度可以在線鋸方向上去除更多的材料,從而產生較少的深度損傷。晶粒取向和微裂縫深度之間的依賴性并不明顯;但三種不同晶粒取向{1 0 0}、{1 0 1}、{1 1 1}和裂縫深度有很清晰的相關性。{1 0 0}面最大裂縫深度的中位數最低,{1 1 1}面的最高。
圖七為裂縫深度分析結果的盒狀圖。微裂縫深度通常分散在2-13μm之間;{2 1 1}面中位數由高速鋸切試樣#bsA2(橙色盒狀圖)的3.9μm增大到低速鋸切試樣#bsC2(淡藍色盒狀圖)的5.2μm。中位數和{1 1 1}面裂縫深度的最大值之間的差異比較小,但趨向類似(詳見紅色、藍色盒狀圖)。這說明線速度越大微裂縫對亞表面的損傷就越小;這和進給速度恒定條件下高速鋸切方向上較低的鋸切力有關。較高的線速度可以在線鋸方向上去除更多的材料,從而產生較少的深度損傷。晶粒取向和微裂縫深度之間的依賴性并不明顯;但三種不同晶粒取向{1 0 0}、{1 0 1}、{1 1 1}和裂縫深度有很清晰的相關性。{1 0 0}面最大裂縫深度的中位數最低,{1 1 1}面的最高。
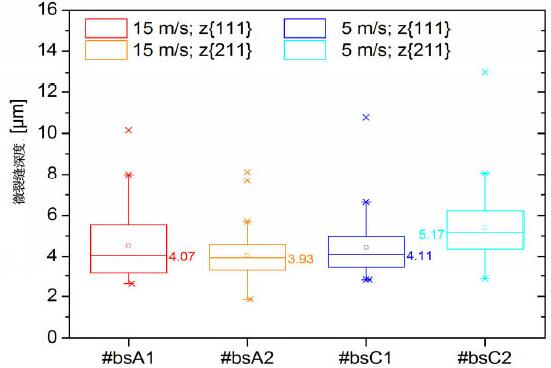
圖七:微裂縫深度的盒狀圖
5、結論
本研究旨在分析不同線速度(5、10、15m/s)對多晶硅晶片的表面損傷,通過實驗求得了非晶/晶體拉曼強度比r、材料應力、表面粗糙度和裂縫深度。
研究發現高速鋸切條件下硅晶片表面的非晶部分略有增大,這是由于硅特性受到較快的壓力釋放的影響所致。和低速鋸切晶片相比,高速鋸切晶片上觀察到更加不均勻的應力分布,這和高速鋸切條件下表面粗糙度的不均勻有關。硅晶片上排屑槽增多且鋸切溝槽更加明顯的區域,其表面粗糙度增大。高速鋸切晶片的表面粗糙度值的波動更大,不均勻性增大。實驗未發現表面粗糙度參數和非晶/晶體硅比值r之間的關聯性。
本研究中,經過清潔處理后的鋸切硅晶片上的非晶硅層約有50%被蝕刻掉,這相當于13nm厚的材料層。這和有關參考文獻中金剛石線鋸加工后出現的非晶層并不矛盾。
研究在兩種不同的法線方向{1 1 1},{2 1 1}上對高速、低速鋸切的多晶硅晶片試樣的微裂縫深度進行了分析。研究發現較高線速度條件下最大裂縫深度值比較低,這和鋸切方向上較低的鋸切力有關。
本研究所有實驗結果如表二所示:
本研究旨在分析不同線速度(5、10、15m/s)對多晶硅晶片的表面損傷,通過實驗求得了非晶/晶體拉曼強度比r、材料應力、表面粗糙度和裂縫深度。
研究發現高速鋸切條件下硅晶片表面的非晶部分略有增大,這是由于硅特性受到較快的壓力釋放的影響所致。和低速鋸切晶片相比,高速鋸切晶片上觀察到更加不均勻的應力分布,這和高速鋸切條件下表面粗糙度的不均勻有關。硅晶片上排屑槽增多且鋸切溝槽更加明顯的區域,其表面粗糙度增大。高速鋸切晶片的表面粗糙度值的波動更大,不均勻性增大。實驗未發現表面粗糙度參數和非晶/晶體硅比值r之間的關聯性。
本研究中,經過清潔處理后的鋸切硅晶片上的非晶硅層約有50%被蝕刻掉,這相當于13nm厚的材料層。這和有關參考文獻中金剛石線鋸加工后出現的非晶層并不矛盾。
研究在兩種不同的法線方向{1 1 1},{2 1 1}上對高速、低速鋸切的多晶硅晶片試樣的微裂縫深度進行了分析。研究發現較高線速度條件下最大裂縫深度值比較低,這和鋸切方向上較低的鋸切力有關。
本研究所有實驗結果如表二所示:
表二:實驗結果









 豫公網安備41019702003604號
豫公網安備41019702003604號