

 手機資訊
手機資訊 官方微信
官方微信摘要 引言試樣制備在材料力學性能測試中占有非常重要的地位,加工后試樣表面質量的好壞直接關系到材料各種力學性能測試數據的準確性和可靠性,尤其是疲勞試樣,表面質量對其測試數據的
引 言
試樣制備在材料力學性能測試中占有非常重要的地位,加工后試樣表面質量的好壞直接關系到材料各種力學性能測試數據的準確性和可靠性,尤其是疲勞試樣,表面質量對其測試數據的影響更為明顯;因此,無論是美國試驗與材料協會標準還是國家標準,都對疲勞試樣的表面做了規定,要求盡量減少試樣表面的加工硬化和殘余應力,從而減少由于機械加工對測試數據帶來的影響。此外,各標準均要求試樣工作部分的加工紋路為縱向紋路。
砂帶拋光工藝具有加工效率高、“冷態”磨削、磨削速度穩定、成本低廉等優點,近期獲得迅速發展。將砂帶拋光工藝引入試樣加工領域,可有效地降低試樣表面粗糙度,減少試樣表面殘余應力和硬化,獲得較高的表面質量,并且可以實現縱向紋路的加工,具有廣闊的應用前景。基于試樣加工的需求,針對A-100鋼材,對砂帶拋光工藝進行實驗研究,探討各工藝參數對試樣表面完整性的影響。
1實驗方案
在砂帶拋光的過程中,拋光速度、進給速度、拋光深度和砂帶粒度是影響拋光結果的主要因素,也是本實驗選定的4個工藝參數。對拋光后表面質量的評價標準中,選擇了表面粗糙度、表面殘余應力、表面紋路及加工后的表面缺陷4個參數。
1.1 正交實驗
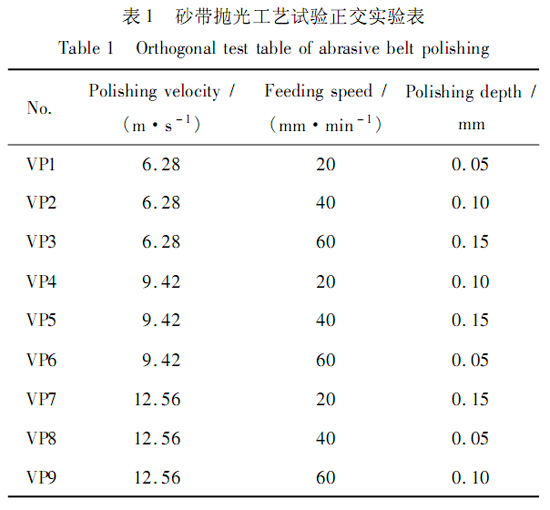
為全面了解工藝參數對表面質量的影響,首先進行了一次L9(34)正交實驗。根據經驗,選擇的因素及水平見表1。
1.2 單因素試驗
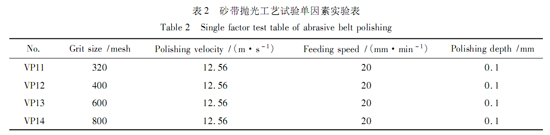
針對砂帶粒度對試樣加工后表面質量的影響做了一組單因素試驗。所選參數如表2所示。
2 試驗結果及分析
2.1 表面紋路及微觀缺陷
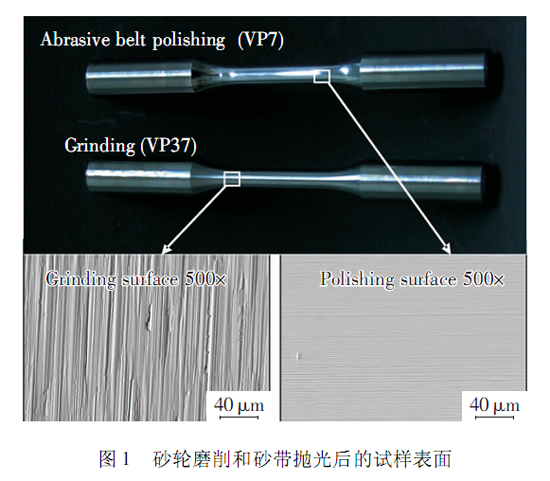
試驗在自行設計的砂帶拋光設備上進行了拋光。通過目視觀察,經砂帶拋光后,試樣表面紋路由周向改為軸向,實現了縱向拋光,且表面光潔度有顯著提高。用掃描電鏡分別對加工后試樣表面進行觀察,二者同時放大500 倍,圖像如圖1 所示。
2.2 表面粗糙度
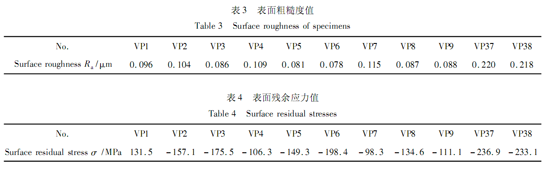
表面粗糙度采用 Taylor Hobson FORM TALY-SURE-120型粗糙度測量儀進行測量, 拋光后試樣表面粗糙度值如表3 所示。
由表3可知,砂帶拋光后試樣VP1~VP9表面粗糙度平均值為Ra=0.094μm;砂輪磨削試樣VP37、VP38表面粗糙度平均值為Ra= 0.219μm。經過砂帶拋光后,試樣表面粗糙度值下降一倍多,拋光效果顯著。
對正交實驗表進行直觀分析,計算出各因素的極差值由大到小為:R切削深度=0.082,R磨削速度=0.06,R進給速度=0.047。由此可以看出,在所選范圍內就三者而言,切削深度對粗糙度的影響最大,其次為磨削速度,影響最小的為進給速度。
為了說明砂帶粒度對試樣表面粗糙度的影響,在固定其他參數的情況下做了一組單因素試驗,結果如圖2所示。從圖中可以看出,砂帶粒度從320目提高到800目時,Ra值從0.641μm 下降到0.082μm。可見,砂帶粒度對Ra值的影響是起決定性的。砂帶粒度越細,單位時間內參與磨削的磨粒越多,單顆磨粒負荷減小,切削時犁溝兩側塑性隆起減小,因而拋光后試樣的表面粗糙度越小。

表面殘余應力的測量在 Stresstech X3000型X射線殘余應力測試儀上進行,測量結果如表4所示。
表4中測量結果顯示,無論是傳統砂輪磨削還是砂帶拋光,所產生的表面殘余應力均為壓應力。傳統磨削方式加工的表面縱向殘余應力平均值為-235MPa,而砂帶拋光后殘余應力平均值降為-140.233 MPa,可見,砂帶拋光工藝對降低試樣表面殘余應力效果顯著。
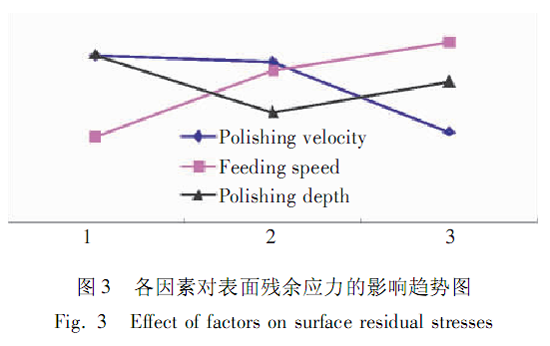
各加工參數對表面殘余應力的影響趨勢如圖3所示。從圖中可以看出,表面殘余應力隨磨削速度的增加而降低,隨進給速度的增加而增加。這是因為磨削速度的增加導致磨削力的降低,從而減少了塑性變形,降低了表面殘余應力,進給速度的變化則與之相反;對于磨削深度,表面殘余應力值則是先降低后增加。當磨削深度較小時,砂粒尚沒有進入切削狀態,砂粒與工件間為主要為刻劃、擠壓作用,材料內部及表面塑性變形較大,從而增大了工件表面殘余應力。隨著切削深度的增加,砂粒進入正常切削狀態,擠壓作用減小,表面殘余應力隨之減小,因此折線前半段呈減小趨勢。而當砂粒正式進入切削階段后,繼續增加磨削深度時,則增大了法向磨削力,也會增大表面殘余應力,因此,當切削深度超過一定值時,表面殘余應力隨切削深度的增加而增大。

3 驗證實驗
根據GB/T15248-2008及ASTM E466-2007規定,疲勞試樣的表面粗糙度要保證在0.2μm以下,當砂帶粒度為800目時,可滿足此條件。在此條件下,其他參數按表面殘余應力最小的標準選擇。用該組工藝參數加工4根試樣,其表面粗糙度和表面殘余應力如表5所示。

4 結論
1) 砂帶拋光工藝可以實現試樣表面縱向紋路的加工,減少表面微缺陷,有效改善試樣表面質量。
2) 砂帶拋光工藝可以有效降低試樣表面粗糙度值Ra。砂帶粒度對Ra值的影響是決定性的,砂帶粒度越細,拋光后試樣的表面粗糙度越小。
3) 砂帶拋光工藝可以降低試樣表面殘余應力。表面殘余應力隨磨削速度的增加而降低,隨進給速度的增加而增加。對于磨削深度而言,則是隨磨削深度的增加,試樣表面殘余應力值先降低后增加。砂帶粒度過大或過小,都會使殘余應力增大。
參考文獻
[1]邱言龍,鄭毅,余小燕.磨工技師手冊[M].北京:機械工業出版社,2002:723-725.
[2]王維郎,潘復生.砂帶磨削技術及材料的研究現狀和發展前景[J].材料導報,2006, 20(2):106-108.
[3]王仁智.殘余應力測定的基本知識[J].理化檢驗:物理分冊,2007(43): 535-539.
[4]趙選民.試驗設計方法[M].北京:科學出版社,2006,23-45.
[5]趙玉明.試樣加工的現狀和問題[J].冶金物理:測試分冊,1984(2) : 43-45.
[6]Kuroda M,James M T.Preparation of fatigue specimens with controlled surface characteristics[J].Journal of Materials Processing Technology,2008,203(1-3) : 396-403.
[收稿日期]2012 年 2 月 2 日 [修訂日期]2012 年 4 月 25 日
[作者簡介]殷亮( 1985年-),男,碩士,主要從事航空材料切削技術及試樣加工工藝等方面的研究
轉載自《失效分析與預防》2012年7月(第7卷第3期)
( 北京航空材料研究院 中航試金石檢測技術有限公司, 北京 100095)








 豫公網安備41019702003604號
豫公網安備41019702003604號