

 手機資訊
手機資訊 官方微信
官方微信摘要 通過對兩面頂壓機和六面頂壓機的研究和使用,對兩面頂壓機和六面頂壓機在高溫高壓合成中的特點進行了分析。兩面頂壓機具有腔體內部壓力高、溫度均勻及產品變形小的特點,六面頂壓機具有生產成本低和生產效率高的特點。探討了兩種設備在高溫高壓合成的適合領域,并對兩種設備在高溫高壓條件下合成超硬材料或制品時需要解決的問題進行了探討。
關鍵詞 兩面頂壓機;六面頂壓機;高溫高壓
兩面頂壓機和六面壓機是超高壓合成中的兩種主要裝備,在超高壓產品生產中具有不可替代的作用。世界上最早的金剛石、CBN、寶石級金剛石及PCD復合片等產品的研發和生產都是在兩面頂壓機上實現的,并在超高壓產品的研究和生產中長期處于主導地位。1963年我國也是在兩面頂壓力中實現了第一顆人造金剛石的合成[1],然而國內實現金剛石、CBN和PCD的大規模穩定生產是在六面頂壓機上實現的。具有中國特色的鉸鏈梁六面頂壓機和高溫高壓合成工藝是我國成為超硬材料產業大國的基礎。我國的超高壓高溫產品生產領域基本全部采用六面頂壓機,而國外發達國家則以用兩面頂壓機為主。
兩面頂壓機和六機頂壓機在結構設計和不同的產品生產過程中各有特色,其優缺點始終是行業內爭論的焦點。在國產六面頂壓機及國產兩面頂壓機研發和高溫高壓的實際生產中對兩種壓機的特性和使用特點進行了總結。
1 兩面頂壓機和六面頂壓機特點
1.1 兩面頂壓機特點
(1) 兩面頂壓機為單沒源壓機,油缸設置在機架內的下部,這種結構便于使用加大直徑的油缸,從而降低油起缸的工作壓力,延長油缸的維修周期。
(2) 整體主機結構也簡單的多,主機系統維修率低。
(3) 兩面頂壓機的模具系統是整個裝置的關鍵部分,要求極高,必須采用多層鋼環或多層鋼環加扁鋼絲纏繞對模具中的硬質合金壓缸進行保護,模具部分既要保證對壓缸有足夠的剛性支撐,又要保證壓缸高壓時的彎曲變形盡量小,否則壓缸壽命極短,其模具設計計算和制造非常嚴格,對各配件硬度和尺寸要求極高。
(4) 硬質合金壓缸質量大而且必須要有高的硬度和有一定韌性,因此生產難度極大,生產成本高;合成過程中硬質合金壓缸尺寸在不斷變化,必須對壓缸尺寸進行定期檢測。
(5) 兩面頂壓機的硬質合金壓缸受拉應力和彎曲應力影響整體壽命短,硬質合金消耗大。
(6) 兩面頂壓機的頂錘和壓缸之間有卡具和密封碗的導向,對中精度高,裝卸料簡單,自動化容易實現。
(7) 在合成過程中兩面頂壓機的頂錘需要更大的沖程,密封邊長,升壓和卸壓速度很慢,單位合成次數浪費時間多。
國產纏繞兩面頂壓機結構示意圖如圖1。
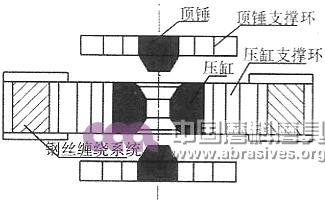
圖1 國產纏繞式兩面頂壓機結構示意圖
1.2 六面頂壓機特點
(1) 六面頂壓機的液壓系統采用六缸同步加壓,液壓系統結構復雜,維修率高。
(2) 主機的六個鉸鏈梁的設計和加工是主機部分的關鍵,主機部分容易出現的問題是:鉸鏈梁斷裂、油缸拉傷、兜底斷裂現象。
(3) 高壓腔體的形成主要靠六個頂錘擠壓生產,頂錘系統主要由一個鋼環和大小兩個墊塊組裝而成,結構簡單,便于組裝和維修;合成過程中頂錘主要承受壓應力,單位成本硬質合金消耗比兩面頂壓機少的多,合成成本低。
(4) 頂錘的對中性完全依賴手工調整,操作復雜,難以實現生產的自動化。
(5) 各種配件的材質和硬度要求較低,便于加工和維修。
(6) 合成中頂錘前進沖程小,升壓和卸壓速度快,生產效率高。
絞鏈梁六面頂壓機結構示意圖如圖2。
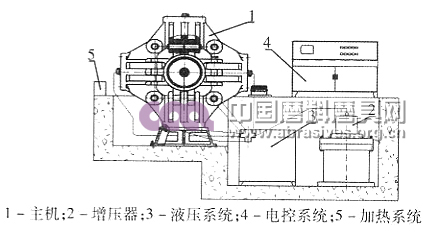
圖2 鉸鏈梁六面頂壓機結構示意圖
2 兩種壓機在高溫高壓合成中的使用特點
兩面頂壓機和六面頂壓機都是采用液壓系統加壓從而在合成腔內產生超高壓強,通過頂錘和內部加熱系統的連接進行導電加熱,實現產品的高溫高壓合成。但由于兩種壓機結構和超高壓建立的方式不同,決定了它們的使用要求不一樣。
2.1 兩面頂壓機在高溫高壓合成中的特點
兩面頂壓機合成時,在硬質合金壓缸的支撐下,隨著頂錘的前進,密封傳壓碗逐漸變薄,芯棒逐漸被墩粗,相比六面頂壓機的組裝和高壓形成特點,組裝腔體內部溢流量很少,因此芯棒變形小。
兩面頂壓機組裝結構示意圖如圖3。
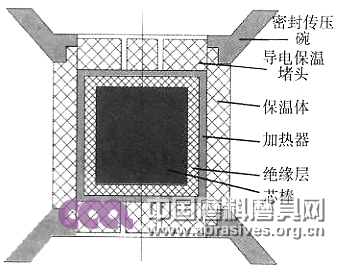
圖3 兩面頂壓機組裝結構示意力
兩面頂壓機在高溫高壓合成中具有以下特點:
(1) 密封傳壓和保溫分離,實現了壓力密封和傳遞及腔體保溫功能的分別調整。
(2) 保溫各處百度變化均勻,加熱器變形一致,溫度場變化幅度小,溫度場容易調節。
(3) 內部壓力波動小,壓力傳遞效率高(壓力有交效利用率超過70%,最高內部壓力可以超過7.5Gpa以上),內部壓力傳遞具有很好的線性特征,壓力測算容易,通過簡單組裝調整,壓力利用率具有很強的可調性。
(4) 高溫高壓下芯棒只是簡單均勻的墩粗,對大直徑PCD/PCBN復合片等平整性要求高的產品,合成后平整性容易實現。
(5) 密封傳壓邊的設計和內部組裝件的配合非常關鍵,設計不合理時容易出現各種形式的放炮、壓缸變形加大、頂錘壽命過短、壓力利用率偏低等問題。
(6) 組裝配件尺寸要求嚴格,部分配件必須根據壓缸尺寸變化進行調整。
(7) 壓力、溫度測量時引線必須從密封邊引出,測量過程中容易出現斷線的問題,溫度和壓力測量困難。
2.2 六面頂壓機在高溫高壓合成中的特點
六面頂壓機在高溫高壓合成時,六個頂錘同時向中心移動,逐漸擠壓葉臘石塊而建立密封腔體,若頂錘同步稍有誤差,高壓腔體變形就不一致,而且圓柱形芯棒被六面擠壓向方形轉變,變形不規則[2],這必然導致合成芯棒的溫度場由于每次合成之間的不同變形造成變化。
六面頂壓機組裝結構示意圖如圖4.

圖4 六面頂壓機組裝結構示意圖
六面頂壓機在高溫高壓合成中具有以下特點:
(1) 六面頂壓力組裝結構的配件制作簡單,正常合成過程中各配件不需要進行尺寸調整。
(2) 壓力傳遞和保溫介質不分離,保溫和傳壓密封很難兼顧,另外隨著高壓高溫合成時間的延長,葉臘石相變層越來越厚,使腔體內的壓力傳遞和保溫性能變差,不利于壓力和溫度場的穩定。
(3) 外方內圓的組裝結構決定了腔體各處的保溫層厚度差異大,而加熱器在高壓下由于擠壓和變形,各處厚度變化不均勻,導致內部溫度場變化不一致,不利于溫度場的均勻調節。
(4) 六面頂壓機的12條密封邊靠擠壓產生,消耗的壓力大,壓力傳遞有效率低(60%左右),壓機的噸位利用率低。
(5) 高溫高壓合成中,內部芯棒由圓柱體逐漸向長方體轉變,合成內腔變形大,對于形變要求嚴格的產品,形變很難控制。
(6) 升壓和卸壓速度快,特別適合中短工藝要求的產品生產。
(7) 壓力、溫度測量簡單,成功率高,可操作性強。
2.3 兩面頂壓機和六面頂壓機適合生產的產品領域
根據六面頂壓機和兩面頂壓機在高壓合成中的特點,總結其適合的產品領域,如表1。
表1 兩面頂壓機和六面頂壓機適合生產的超硬材料產品領域

3 分析及結論
3.1 兩面頂壓機分析
兩面頂壓機的模具系統是整個兩面頂壓機的核心部分,其壽命取決于模具和硬質合金及輔助系統的設計制造和使用,要求極為嚴格。在使用過程中,硬質合金壓缸承受軸向的拉應力,容易引起壓缸的疲勞破損。另外如果模具預應力系統設計或使用不當,容易引起壓缸的軸向彎曲應力,使壓缸出現環裂破損。
另外兩面頂壓機模具應力環的材質、硬度均勻性、尺寸要求極高,只有極少數廠家能夠加工,而且應力環在高壓過程中容易斷裂,因此模具系統的制作和維護成本非常高。
兩面頂壓機的硬質合金消耗強烈依賴于模具設計、模具加工、硬質合金的質量和合成的組裝配件,各方面要求嚴格。硬質合金消耗相比六面頂壓機牌明顯劣勢。
兩面頂壓機的主機和液壓系統結構簡單,維修率很低,大型化容易;其組裝特性決定了其溫度場均勻容易調節,壓力利用率高且調整;合成后的芯棒變形量少,特別適合寶石級金剛石、高檔PCD復合片和PCBN等高附加值的產品生產。兩面頂壓機現階段需要解決的關鍵問題是:
(1) 大尺寸硬質合金(120~300kg)壓缸的研制[3];
(2) 硬質合金壓缸高壓合成次數低,硬質合金消耗過大,硬質合金成本高;
(3) 高質量要求應力環的制作;
(4) 模具優化設計制造。
3.2 六面頂壓機分析
六面頂壓機具有硬件要求低,硬質合金消耗少,生產效率高等特點,在金剛石、CBN及礦用、地質用PCD和中低檔PCD和PCBN生產中具有明顯成本優勢。其在高檔PCD、大直徑PCD和PCBN及寶石級金剛石的生產的方面需要解決的關鍵問題是:
(1) 芯棒達到5.5Gpa以上壓力時,密封部分壓力消耗嚴重,內部壓力傳遞效率低;
(2) 溫度場的精細設計和調控;
(3) 長時間高壓高溫合成過程中保溫性和壓力傳遞性下降的問題;
(4) 大尺寸PCD和PCBN合成中的變形量過大問題;
(5) 設備噸位加大后,對中性下降、高壓下鉸鏈梁變形加大和硬質合金消耗過大的問題。
4 結論
兩面頂壓機結構簡單、容易大型化和操作的自動化,另外合成腔體具有更合理的溫度場分布,壓力利用率高,產品變形量小;適合寶石級金剛石、高檔大直徑PCD和PCBN、高檔石油PCD和6Gpa以上壓力要求的產品生產,其缺點是硬質合金消耗大,模具系統復雜。
六面頂壓機具有硬質合金消耗低,各種配件的加工和維修成本低,升壓和卸壓速度快,生產效率高的特點;適合磨料級金剛石/CBN、細顆粒金剛石、礦用/地質用PCD和低檔石油PCD及5.8Gpa以下壓力要求的產品生產。
六面頂壓機的大型化是發展趨勢[4],現在Φ700缸徑的六面頂壓機和相關合成工藝已經成熟,并在逐步推廣的過程中。隨著壓機主機設計、加工和大頂錘制作及合成工藝的成熟,更大缸徑的適合高溫高壓產品生產的六面頂壓機很快就會實現。
參考文獻:
[1] 王光祖,院興國.超硬材料[M].鄭州:河南科技出版社,1996.
[2] 姚裕成.人造金剛石和超高壓高溫技術[M].北京:化學工業出版社,1996.
[3] 姚裕成,胡光亞,佟學禮,等.我國兩面頂合成金剛石發展淺析[J].人工晶體學報,1998(3):107-111.
[4] 方嘯虎.中國超硬材料新技術與進展[M].合肥:中國科學技術大學出版社,2003.
作者簡介
劉建設(1966-),男,河南黃河旋風股份有限公司總經理,長期從事超硬材料應用研究。
王飛山(1977-),男,河南黃河旋風股份有限公司工程師,從事超硬材料的研發和生產。








 豫公網安備41019702003604號
豫公網安備41019702003604號