

 手機資訊
手機資訊 官方微信
官方微信摘要 禹州市銀星磨料有限公司杜向軍摘要:本文主要針對鍍衣磨料的生產過程和性能試驗進行初步研究,探討提出不同鍍衣磨料的使用領域。關鍵詞:陶瓷結合樹脂結合鍍衣氧化鐵紅有機硅磨料性能隨著社會的...
禹州市銀星磨料有限公司 杜向軍
摘要:本文主要針對鍍衣磨料的生產過程和性能試驗進行初步研究,探討提出不同鍍衣磨料的使用領域。
關鍵詞:陶瓷結合 樹脂結合 鍍衣氧化鐵紅 有機硅 磨料性能
隨著社會的發展和研磨技術的提高,人們對磨具的要求也越來越精細,磨具的針對性也越來越強,所以開發出更多的新品種人造磨料,是我們這一代人必須要做的事情。只有磨料的不斷更新和開發出更多新產品,才會使我國的磨具行業更好更快地發展,逐漸縮小與發達國家在這個領域的差距。
對磨料進行鍍衣是一種成本低,并能夠有效提高磨料各項性能的方法和工藝。禹州市銀星磨料有限公司主要針對鍍衣棕剛玉磨料的親水性、球磨韌性、單顆粒抗壓強度及脫砂率進行了對比實驗研究,實踐證明了這種磨料性能優越,能夠廣泛地應用于涂附磨具和樹脂固結磨具的制造。
1.三種不同鍍層材料鍍衣磨料的生產工藝及流程
1.1 陶瓷鍍衣磨料生產工藝與流程
本產品采用氧化鐵紅和陶瓷結合劑,根據磨料顆粒比表面積的大小,按一定的配比加入、攪拌均勻后,用高壓噴涂裝置,均勻地涂在磨料表面并在噴涂過程中加熱使之快速固化,且涂層要薄而均勻,涂層的厚度要每次進行檢測和調整,過厚的涂層會起到相反的作用。不同的磨料所需用陶瓷結合劑和氧化鐵紅及相對應的加熱溫度也是不一樣的,比如:棕剛玉的溫度要高一些,碳化硅的溫度要低一些等等。由于所用的配方不相同,所生產出來的產品的顏色也不完全一樣,棕剛玉鍍衣磨料相比較來說顏色要紅一些(見圖1),黑碳化硅鍍衣磨料顏色為深紅色(見圖2),鋯剛玉鍍衣磨料的顏色為淺紅色(見圖3)、不太亮。
磨料水洗→烘干→氧化鐵紅計量→ 陶瓷結合劑計量→混合攪拌→磨料混料→低溫固化→高溫燒成→篩分→檢驗→包裝→入庫
1.2 樹脂鍍衣磨料生產工藝與流程
本產品采用酚醛樹脂液,根據磨料顆粒比表面積的大小按一定比例加入一定量的氧化鐵紅,在雙向攪拌機內混合均勻,然后進行低溫固化3—8小時,等固化完成后對有輕微粘結的顆粒進行分離,使之完全分散,不能有假顆粒的存在,裝入窯爐中在180℃的溫度下處理1—8小時。由于樹脂鍍衣磨料的溫度比陶瓷鍍衣磨料生產溫度要低很多,所以用這種工藝生產出來的鍍衣磨料,從外觀來說,無論那種材質的磨料顏色基本一樣,沒有很大的色差。
樹脂鍍衣磨料具體的生產工藝流程如下:
磨料水洗→烘干→樹脂結合劑計量→氧化鐵紅計量→高速攪拌→低溫固化→顆粒分散→高溫固化→篩分→檢驗→包裝→入庫
1.3 有機硅鍍衣磨料生產工藝與流程
這種鍍衣磨料的生產工藝簡單。一般情況下,很多磨具制造企業,只要條件具備,都是可以自己制作的,現作現用很方便。
禹州市銀星磨料有限公司根據一些不具備生產條件的磨具制造企業的要求,開發生產了這種鍍衣磨料,但是這種鍍衣磨料的主要缺點是必須按訂單生產,因為它只有一年的保質期,在保質期內有效,超出保質期就沒有效果了。
有機硅鍍衣磨料具體的生產工藝流程如下:
磨料水洗→烘干→有機硅計量→噴涂→攪拌→烘干→篩分→檢驗→包裝→入庫
2 .試驗方案和結果
2.1脫色和脫砂率對比試驗
A 根據公司制訂的鍍衣磨料脫色檢驗方法標準做如下試驗分析。
試驗1 燒杯中分別放入150ml的蒸餾水和50g棕剛玉鍍衣磨料,分別在可調溫電爐上煮沸5分鐘,取下,待降至室溫,觀察比較水的色澤。
結果 陶瓷鍍衣磨料色澤清澈,沒有發紅現象,也就是沒有脫色現象。樹脂鍍衣磨料有很輕微的紅色,表明有輕微脫色現象。
試驗2 燒杯中分別放入10%的鹽酸水溶液150ml和50g棕剛玉鍍衣磨料,分別在通風櫥內用可調電爐加熱煮沸5分鐘,取下,待降至室溫,觀察鍍衣磨料的鍍衣涂層是否有變化。
結果 陶瓷鍍衣磨料用電爐烘干后,鍍衣磨料表面的涂層有輕微脫落;樹脂鍍衣磨料涂層全部脫落。
B 按照機械行業標準JB/T10155—1999《涂附磨具 砂布砂紙磨削性能試驗方法》,對用各種磨料制作的砂布樣品進行脫砂率試驗分析。
磨削試驗時,按標準要求先稱取砂布磨具磨削前的重量W1;磨削完成后再稱取砂布磨具的重量W2。脫砂量W= W1—W2。
對公司三種不同鍍層材料的鍍衣棕剛玉磨料制作的砂布,進行相關磨削試驗后得到的脫砂量數據見表1,結果表明:陶瓷鍍衣磨料比樹脂鍍衣磨料和有機硅鍍衣磨料的脫砂量要小,也表明陶瓷鍍衣磨料的粘結力要比其它兩種好。

采用陶瓷鍍衣的不同磨料品種與其原始磨料分別制作砂布,進行磨削試驗,其脫砂量數據見表2~表4。
注:本表試驗結果是以P60為代表號進行比對測試的(單顆粒抗壓強度為P30)。

2.2 親水性對比試驗
在JS1-4型親水性測定儀上,依據機械行業標準JB/T7984.4—2001《普通磨料 毛細現象的測定》方法,對不同材質的原始磨料和鍍衣磨料分別進行毛細現象(即:親水性)測定,均按照30分鐘進行計時,具體結果見表2~表4。
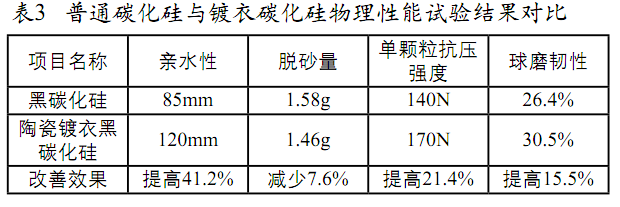
2.3 球磨韌性對比試驗
依據GB/T23538—2009《普通磨料 球磨韌性測定方法》,對不同材質的原始磨料和鍍衣磨料的球磨韌性進行了測定,其結果見表2~表3。
2.4 單顆粒抗壓強度
磨料的單顆粒抗壓強度是在杠桿式單顆粒抗壓強度試驗機上測定的。測定時隨機地選取不同磨料的P30粒度號的基本粒顆粒各300顆,逐一放在試驗機兩平板壓頭之間,逐漸增加壓力,直至磨粒破碎,記錄每顆磨粒破碎時的壓力Fi的大小,以其算術平均值 =ΣFi/300(i=1~300)表示該磨料的單顆粒抗壓強度,其結果見表2~表3。

3. 結論
根據對鍍衣磨料的物理性能試驗結果和用戶的實際使用驗證情況,我們可以得出下列基本結論:
a)陶瓷鍍衣磨料,一般比較適合使用在強力砂帶、鋼紙磨片和高檔樹脂砂輪上;
b)樹脂鍍衣磨料和有機硅鍍衣磨料一般比較適合使用在速度比較高的砂帶上和一些紙基的涂附磨具上,來提高磨具的使用壽命;
c)通過鍍衣方法對磨料進行深加工,使磨料能夠更加有效地發揮它在磨具實際應用過程中的磨削功效,使我國的涂附磨具的產品檔次有所提高,能夠和國外的同類產品相媲美。
但是,再好的產品也絕非是萬能產品,也是有其特定用途的,也要用到最合適的地方,才能將其功效發揮得淋漓盡致。面對涂附磨具的具體應用領域或場合,如何科學選擇使用不同的磨料品種,是擺在我們行業同仁面前的是一道道有待研究探索最佳、最合適答案的選擇題。
作者簡介:杜向軍、男、高級工程師,1988年進入禹州市銀星磨料有限公司工作,從事棕剛玉、碳化硅微粉的生產及研究;2000年以后一直潛心研究棕剛玉高溫煅燒和磨料鍍衣的生產及研究。








 豫公網安備41019702003604號
豫公網安備41019702003604號