

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 申請(qǐng)?zhí)?201510929007.6申請(qǐng)日:2015.12.11國(guó)家/省市:中國(guó)河南(41)公開(kāi)號(hào):105369328A公開(kāi)日:2016.03.02主分類號(hào):C25D15/00(2...
申請(qǐng)?zhí)? 201510929007.6 申請(qǐng)日: 2015.12.11
國(guó)家/省市: 中國(guó)河南(41)
公開(kāi)號(hào): 105369328A
公開(kāi)日: 2016.03.02
主分類號(hào): C25D 15/00(2006.01)
分類號(hào): C25D 15/00(2006.01)
申請(qǐng)人: 鄭州磨料磨具磨削研究所有限公司
發(fā)明人: 王永寶; 祝小威; 王戰(zhàn); 劉建雙
代理人: 牛愛(ài)周
代理機(jī)構(gòu): 41119
申請(qǐng)人地址: 河南省鄭州市高新區(qū)梧桐街121號(hào)
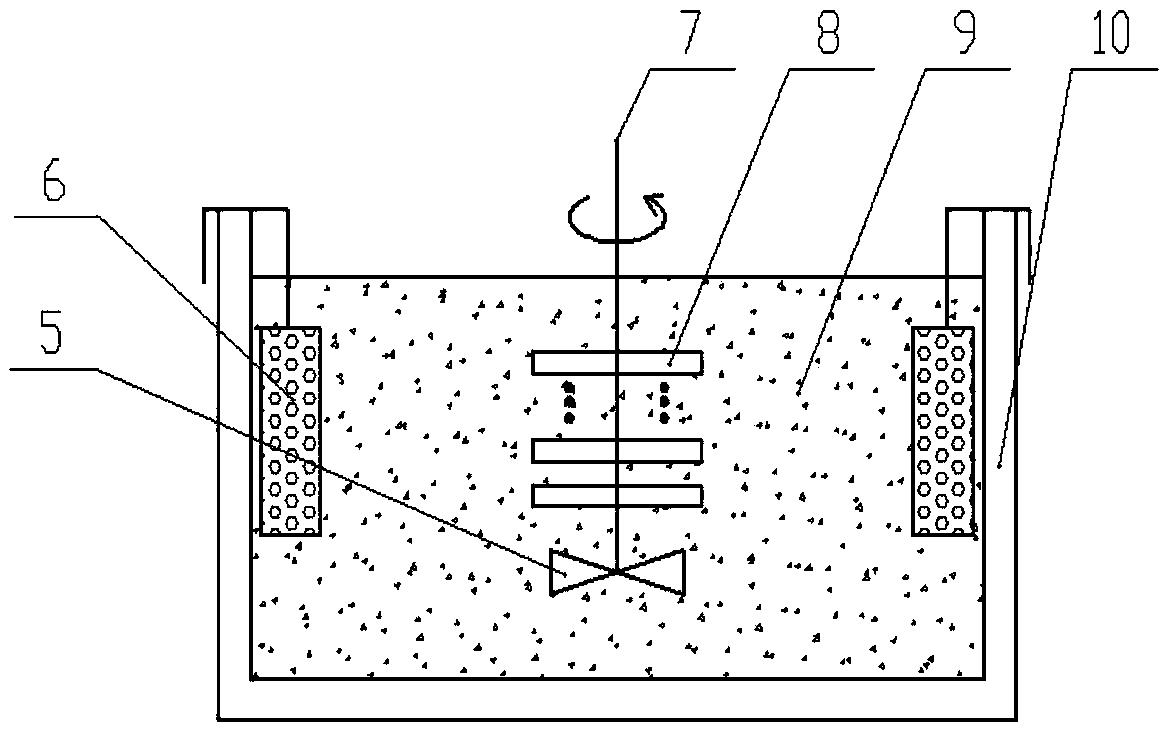
摘要: 本發(fā)明公開(kāi)了一種粗磨料多層懸浮電鍍上砂方法及電鍍裝置,屬于磨具、磨料技術(shù)領(lǐng)域。該方法包括:1)將砂輪基體同軸安裝到轉(zhuǎn)軸上,轉(zhuǎn)軸的末端設(shè)有用于攪動(dòng)電鍍液的槳片;2)將砂輪基體連同槳片置于電鍍液中,調(diào)節(jié)轉(zhuǎn)軸轉(zhuǎn)速不大于300rpm;3)開(kāi)啟電鍍,將磨料懸浮液加入電鍍液中,每間隔相同的時(shí)間均勻降低轉(zhuǎn)速至終轉(zhuǎn)速不小于90rpm,即可。本發(fā)明通過(guò)將砂輪基體與攪拌槳片同軸設(shè)置,并于相同的間隔時(shí)間均勻降低轉(zhuǎn)速,使之與不同磨料層相匹配,將磨料上砂與鍍層(如鎳層)加厚過(guò)程動(dòng)態(tài)同步,實(shí)現(xiàn)多層磨料層與層之間的磨料濃度均勻一致,有效解決了多層磨料砂輪磨損不一致的問(wèn)題。
主權(quán)利要求 1.一種粗磨料多層懸浮電鍍上砂方法,其特征在于:包括以下步驟:1)將砂輪基體同軸安裝到轉(zhuǎn)軸上,轉(zhuǎn)軸的末端設(shè)有用于攪動(dòng)電鍍液的槳片;2)將砂輪基體連同槳片置于電鍍液中,調(diào)節(jié)轉(zhuǎn)軸轉(zhuǎn)速不大于300rpm;3)開(kāi)啟電鍍,將磨料懸浮液加入電鍍液中,每間隔相同的時(shí)間均勻降低轉(zhuǎn)速至終轉(zhuǎn)速不小于90rpm,即可。








 豫公網(wǎng)安備41019702003604號(hào)
豫公網(wǎng)安備41019702003604號(hào)