

 手機資訊
手機資訊 官方微信
官方微信摘要 作者:TaroShimonosono,SyotaIkeyama,YoshihiroHirata,SoichiroSameshima摘要:在1400℃-1900℃的熱壓溫度下用1wt...
作者:Taro Shimonosono, Syota Ikeyama, Yoshihiro Hirata, Soichiro Sameshima
摘要:在1400℃-1900℃的熱壓溫度下用1wt%Al2O3- 1wt%Y2O3的添加劑采用液相燒結法制備多孔碳化硅陶瓷。壓縮斷裂的縱向應變以更大的氣孔率增長,且比橫向應變要大。壓縮楊氏模量和斷裂應變取決于測量方向,并隨著晶界形成所致的比表面積的減小而增大。但抗壓強度和斷裂能對測量方向不甚敏感。多孔碳化硅壓制坯的抗壓強度隨晶界面增大而增大。根據強度和晶界面關系的理論建模,可以推斷出多孔碳化硅壓制坯的晶界面斷裂是由剪切變形引起的,而不是壓縮形變引起的。
關鍵詞:抗壓強度,孔隙率,液相燒結,碳化硅
1、 引言
多孔性陶瓷廣泛應用于過濾器、分離膜、催化劑載體;并由于其良好的熱穩定性、機械性和化學性而用于電化電池。我們之前的研究利用H2、CO2、N2和Ar氣體對多孔鋁材和碳化硅陶瓷的透氣性做了測驗以此來研究多孔結構對傳輸氣體的流量的影響。我們還制備了有效的多孔性電化電池,通過沼氣改良(CH4+CO2→2H2+2CO)或者水煤氣變換反應(CO+H2O→H2+CO2)并分解CO、CO2氣體為固態碳和O2氣體(CO→C+1/2O2)來促成氫的形成。
除了材料氣孔和氣體分子之間的化學反應外,還對多孔陶瓷的機械性能進行了研究。公式1為斷裂強度σ和孔隙率P的經驗關系式。
σ=σ0 exp(-bp) (1)
其中,σ0為P=0%時的強度,b為實驗參數。在多孔羥磷灰石陶瓷、碳化硅和鋁材的實驗中經常會用到經驗關系式。實驗證明多孔氧化鋁陶瓷的抗壓強度與相鄰兩個顆粒和煅燒粉末壓制坯中的顆粒數量之間的瓶頸區有關系。本論文對形變特性、楊氏模量和抗壓強度進行平行方向和垂直方向上的測量;通過對熱壓多孔碳化硅壓制坯的觀察,發現了各向異性的機械性能。
2、實驗
實驗所用材料為Yakushima電子工業有限公司生產的碳化硅粉末,參數如下:化學組份為0.66mass%的SiO2,0.37mass%的C,0.004mass%的Al,0.013mass%的的Fe,粒度為800nm,比表面積為15.85m2/g,等電點pH2.5。燒結添加劑為Al2O3(純度>99.99%,粒度310nm,比表面積10.8 m2/g,等電點pH8.0;日本東京Sumitomo 化學工業有限公司制備)和Y2O3(純度>99.99%,粒度290nm,比表面積15.0 m2/g,等電點pH7.5;日本東京Shin-Etsu化學工業有限公司制備)。按照SiC: Al2O3: Y2O3=1:0.01:0.01的重量比對這三種材料進行混合勾兌,并將其分散在固體含量為30vol%、pH為5.0的雙蒸餾水中。對其攪拌24小時然后置于石膏板上加以固化。壓制成塊的粉末配合料放入充滿氬氣的器皿,置于碳模具上,1400℃-1900℃下熱壓2小時,壓力為39MPa。將燒結好的碳化硅試樣切成5×5×6mm的長方柱。利用煤油介質的阿基米德法對燒結試樣的堆積密度進行測量;利用BET進行比表面測試;在800℃的85mol%NaCl-15mol%NaOH溶液中對燒結碳化硅試樣進行20分鐘的加熱并作化學浸蝕,然后利用場發射掃描電鏡(FE-SEM)對碳化硅微結構進行觀察;
在對比組實驗中,將碳化硅試樣夾在由銅板(20×20×1mm)、燒結碳化硅板(20×18×7mm)、銅板(20×20×1mm)制成的兩個夾層中,然后以小于6KN的載荷以0.1mm/min的十字頭速度進行壓縮。以相對與熱壓方向的平行方向和垂直方向對碳化硅試樣的機械性能進行測量。在壓縮實驗中,對試樣縱向和橫向應變進行測量以求值泊松比。在每一組熱壓參數條件下對壓縮實驗操作四次,以驗證測量的再現性。
3、結果和討論
3.1.碳化硅壓制坯的致密化
摘要:在1400℃-1900℃的熱壓溫度下用1wt%Al2O3- 1wt%Y2O3的添加劑采用液相燒結法制備多孔碳化硅陶瓷。壓縮斷裂的縱向應變以更大的氣孔率增長,且比橫向應變要大。壓縮楊氏模量和斷裂應變取決于測量方向,并隨著晶界形成所致的比表面積的減小而增大。但抗壓強度和斷裂能對測量方向不甚敏感。多孔碳化硅壓制坯的抗壓強度隨晶界面增大而增大。根據強度和晶界面關系的理論建模,可以推斷出多孔碳化硅壓制坯的晶界面斷裂是由剪切變形引起的,而不是壓縮形變引起的。
關鍵詞:抗壓強度,孔隙率,液相燒結,碳化硅
1、 引言
多孔性陶瓷廣泛應用于過濾器、分離膜、催化劑載體;并由于其良好的熱穩定性、機械性和化學性而用于電化電池。我們之前的研究利用H2、CO2、N2和Ar氣體對多孔鋁材和碳化硅陶瓷的透氣性做了測驗以此來研究多孔結構對傳輸氣體的流量的影響。我們還制備了有效的多孔性電化電池,通過沼氣改良(CH4+CO2→2H2+2CO)或者水煤氣變換反應(CO+H2O→H2+CO2)并分解CO、CO2氣體為固態碳和O2氣體(CO→C+1/2O2)來促成氫的形成。
除了材料氣孔和氣體分子之間的化學反應外,還對多孔陶瓷的機械性能進行了研究。公式1為斷裂強度σ和孔隙率P的經驗關系式。
σ=σ0 exp(-bp) (1)
其中,σ0為P=0%時的強度,b為實驗參數。在多孔羥磷灰石陶瓷、碳化硅和鋁材的實驗中經常會用到經驗關系式。實驗證明多孔氧化鋁陶瓷的抗壓強度與相鄰兩個顆粒和煅燒粉末壓制坯中的顆粒數量之間的瓶頸區有關系。本論文對形變特性、楊氏模量和抗壓強度進行平行方向和垂直方向上的測量;通過對熱壓多孔碳化硅壓制坯的觀察,發現了各向異性的機械性能。
2、實驗
實驗所用材料為Yakushima電子工業有限公司生產的碳化硅粉末,參數如下:化學組份為0.66mass%的SiO2,0.37mass%的C,0.004mass%的Al,0.013mass%的的Fe,粒度為800nm,比表面積為15.85m2/g,等電點pH2.5。燒結添加劑為Al2O3(純度>99.99%,粒度310nm,比表面積10.8 m2/g,等電點pH8.0;日本東京Sumitomo 化學工業有限公司制備)和Y2O3(純度>99.99%,粒度290nm,比表面積15.0 m2/g,等電點pH7.5;日本東京Shin-Etsu化學工業有限公司制備)。按照SiC: Al2O3: Y2O3=1:0.01:0.01的重量比對這三種材料進行混合勾兌,并將其分散在固體含量為30vol%、pH為5.0的雙蒸餾水中。對其攪拌24小時然后置于石膏板上加以固化。壓制成塊的粉末配合料放入充滿氬氣的器皿,置于碳模具上,1400℃-1900℃下熱壓2小時,壓力為39MPa。將燒結好的碳化硅試樣切成5×5×6mm的長方柱。利用煤油介質的阿基米德法對燒結試樣的堆積密度進行測量;利用BET進行比表面測試;在800℃的85mol%NaCl-15mol%NaOH溶液中對燒結碳化硅試樣進行20分鐘的加熱并作化學浸蝕,然后利用場發射掃描電鏡(FE-SEM)對碳化硅微結構進行觀察;
在對比組實驗中,將碳化硅試樣夾在由銅板(20×20×1mm)、燒結碳化硅板(20×18×7mm)、銅板(20×20×1mm)制成的兩個夾層中,然后以小于6KN的載荷以0.1mm/min的十字頭速度進行壓縮。以相對與熱壓方向的平行方向和垂直方向對碳化硅試樣的機械性能進行測量。在壓縮實驗中,對試樣縱向和橫向應變進行測量以求值泊松比。在每一組熱壓參數條件下對壓縮實驗操作四次,以驗證測量的再現性。
3、結果和討論
3.1.碳化硅壓制坯的致密化
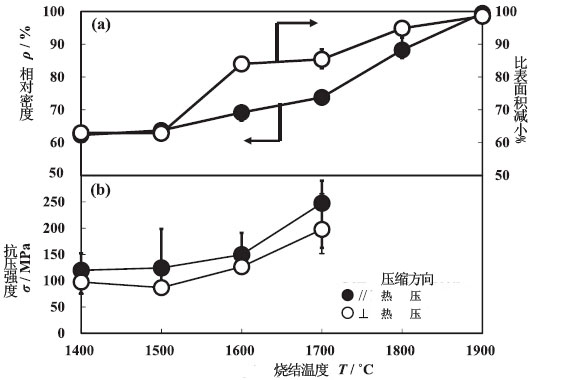
圖一(a):1400-1900℃下熱壓過程中比表面的減小和相對密度;(b)1400-1900℃下被熱壓的碳化硅的抗壓強度

圖二:1400-1900℃下被熱壓2小時的碳化硅的微結構
利用SiO2-Al2O3-Y2O3液體進行液相燒結的碳化硅的致密化過程中伴隨著比表面積的減小,減小值基于15.85m2/g。這種趨勢和氧化鋁壓制坯的固相燒結是不同的。氧化鋁壓制坯的相對密度在500-1000℃下基本穩定(60-63%),但比表面積隨燒結溫度降低而減小,這和晶界面的增大有關。而在碳化硅壓制坯實驗中,晶界面的形成和致密化同時發生。圖二為1400-1900℃下被熱壓2小時的碳化硅的微結構。在所有熱壓溫度參數下,碳化硅顆粒都被緊密包裹,在1900℃時出現顯著的顆粒增長。
3.2. 碳化硅壓制坯的形變特性
3.2. 碳化硅壓制坯的形變特性
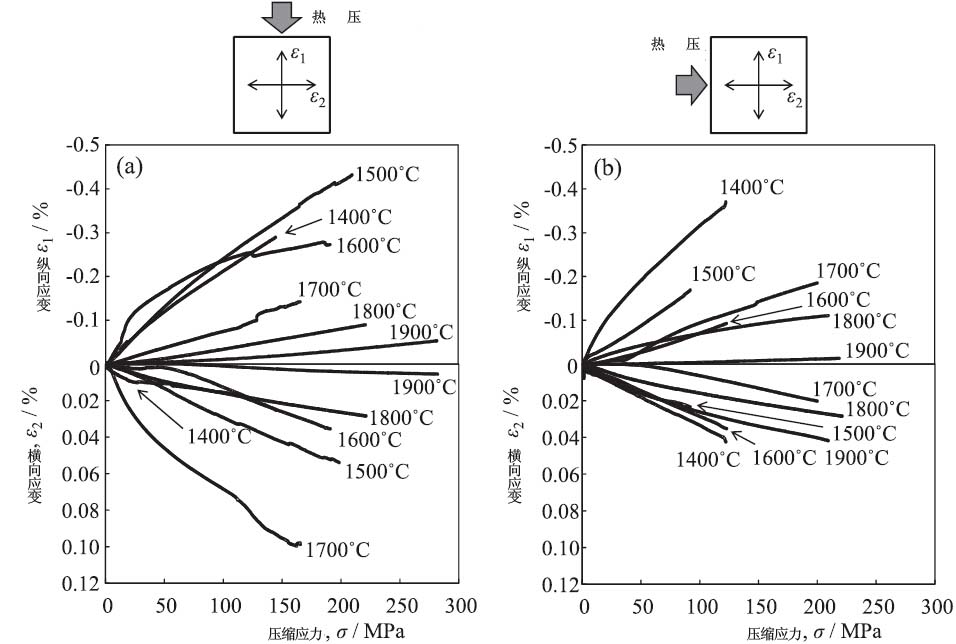
圖三:1400-1900℃下被熱壓的碳化硅的壓縮應力和壓縮應變之間的關系;相對于熱壓方向:(a)平行方向,(b)垂直方向
圖三為1400-1900℃下被熱壓的碳化硅的壓縮應力和壓縮應變之間的關系。兩個方向上的縱向應變比橫向應變大。在1400-1700℃下被熱壓的多孔碳化硅可以觀察到非線性形變。而在之前的研究中,氧化鋁壓制坯中也發現了類似的非線性形變。如圖三所示,隨著致密化繼續進行,應變幅度開始降低,也就是說多孔碳化硅壓制坯的形變的程度特別是縱向形變增大了。

圖四:碳化硅壓縮斷裂上應變和孔隙率的關系
圖四為1400-1900℃下熱壓碳化硅的多孔性和壓縮斷裂上應變之間的關系。孔隙率低于12%的碳化硅壓制坯中,由于沒有斷裂發生,所以6KN的負載極限下可以得到一個應變圖。縱向應變范圍在0.1-0.3%之間,當孔隙率較大時縱向應變則增大。而橫向應變對孔隙率不甚敏感,保持在0.5%左右。

圖五:1400-1900℃下熱壓碳化硅的孔隙率和泊松比之間的關系
圖五為1400-1900℃下熱壓碳化硅的孔隙率和泊松比(ε2/ε1比)之間的關系。泊松比由圖三中的初始應變范圍和壓縮斷裂上的應變求得,其中應變和施加的應力成比例。順著熱壓方向的泊松比基本不受孔隙率影響;但垂直于熱壓方向的泊松比以較低的孔隙率增長。這是由垂直于熱壓方向的致密碳化硅的較大橫向應變所致。
3.3. 楊氏模量和抗壓強度
3.3. 楊氏模量和抗壓強度
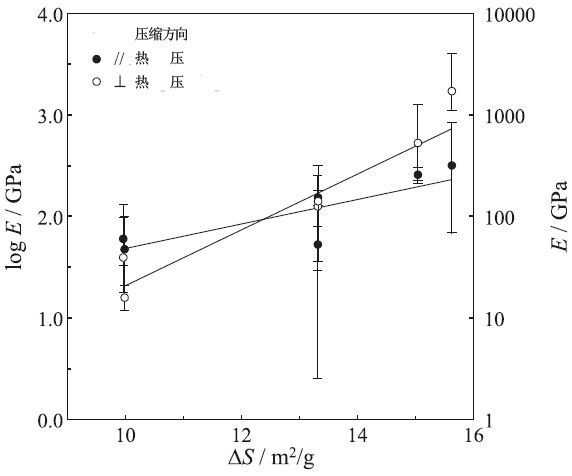
圖六:1400-1900℃下熱壓碳化硅楊氏模量對比表面積降低的依賴
圖六為晶界形成所導致的比表面積減小(ΔS)和楊氏模量之間的關系。楊氏模量由一個小應變范圍求得,其中應變和施加應力成比例。楊氏模量隨碳化硅比表面積的降低而增大。在垂直熱壓方向的壓縮方向上觀察到ΔS=15.6m2/g(相對密度99.5%)處有顯著較大的楊氏模量(2570±1460GPa)。各向異性的楊氏模量仍在實驗研究中。
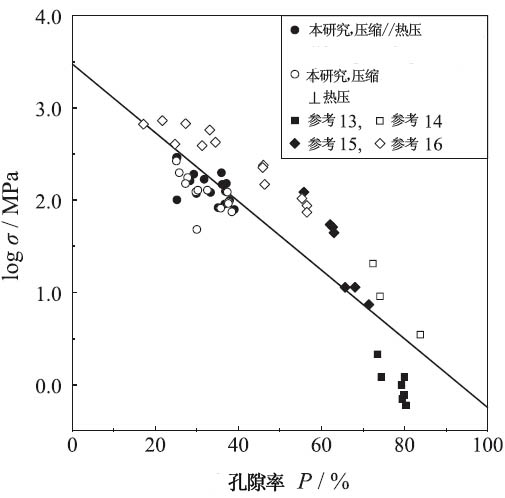
圖七:多孔碳化硅壓制坯的抗壓強度和孔隙率的關系
圖七為1700-1950℃下利用成孔劑制備的多孔碳化硅壓制坯的孔隙率和抗壓強度之間的關系。該孔隙率是閉合孔和開放孔的合計,但數值接近開放孔隙率,主要是因為開放孔隙率大于或等于閉合孔隙率。碳化硅壓制坯的孔結構由大孔(直徑10-1000μm)的雙峰孔進行表征,對應成孔劑和碳化硅顆粒之間所形成的小孔(<1μm)。利用最小均方的方法根據公式1得到一條所有數據的直線。本實驗的碳化硅壓制坯所形成的孔結構和之前研究中的多孔微結構明顯有所不同,但圖七仍可以觀察到類似的抗壓強度和孔隙率的關系圖。也就是說孔的大小分布對多孔碳化硅的抗壓強度的影響是比較小的,這是由于施加的機械力承載在相鄰碳化硅磨粒的晶界區域之間。抗壓強度和晶界面的關系如圖八所示。0%孔隙率處的強度如圖七所示,約2.7GPa,是之前研究中致密碳化硅的抗折強度(911MPa)的四倍。
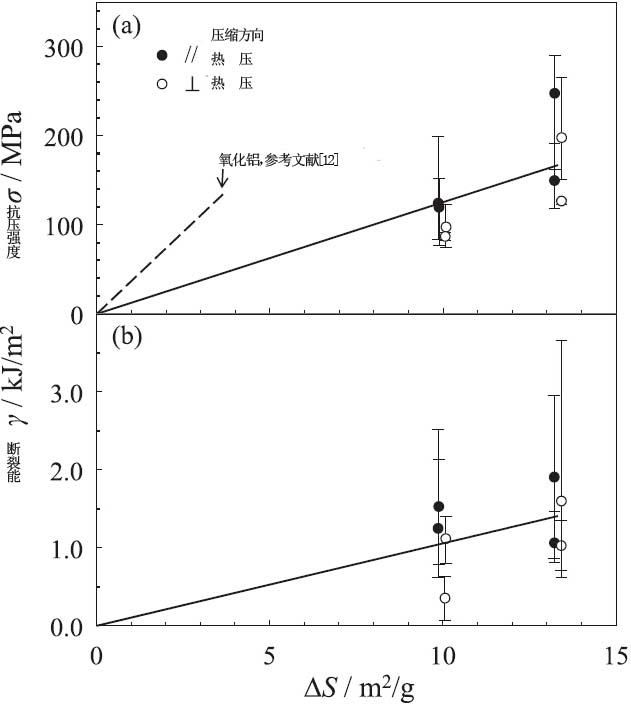
圖八:1400-1700℃下熱壓碳化硅的(a)抗壓強度和(b)斷裂能對比表面積降低的依賴
圖一(b)中,兩個抗壓強度和斷裂能隨著比表面積的降低而增大。熱壓方向雖然比垂直方向上能提供一個更大的應變,但兩個方向上測量得到的強度和斷裂能都基本相同,從而反映了楊氏模量的影響,如圖6所示。
3.4. 抗壓強度的理論闡述
之前的研究已經證明多孔氧化鋁壓制坯的抗壓強度相對于晶界面(由比表面積的減少而求得)成比例地增長;在此,本研究則根據晶界面討論多孔碳化硅壓制坯的抗壓強度。圖九為磨粒配位數為6、8、12的模型結構在熱壓時碳化硅壓制坯的相對密度和收縮率之間的關系。碳化硅壓制坯的原始密度d0和熱壓過程中的密度d與公式2、3的固化壓制坯高度H相分別想關聯。
3.4. 抗壓強度的理論闡述
之前的研究已經證明多孔氧化鋁壓制坯的抗壓強度相對于晶界面(由比表面積的減少而求得)成比例地增長;在此,本研究則根據晶界面討論多孔碳化硅壓制坯的抗壓強度。圖九為磨粒配位數為6、8、12的模型結構在熱壓時碳化硅壓制坯的相對密度和收縮率之間的關系。碳化硅壓制坯的原始密度d0和熱壓過程中的密度d與公式2、3的固化壓制坯高度H相分別想關聯。

其中,W和S分別為試樣粉末重量和橫截面積。碳化硅壓制坯的相對密度(D=d/dth,dth:理論密度)和一維收縮率(α=(H0-H)/ H0)以及綠碳化硅壓制坯的原始相對密度D0(利用公式2、3的關系有公式4求得)相關聯。在簡單立方、體心立方和緊密包裹結構中,D0值分別為52.4%、68.0%和74.1%。


圖九:熱壓碳化硅壓制坯模型結構的相對密度和收縮率之間的關系;(a)緊密包裹結構,磨粒配位數n=12 (b)體心立方結構,n=8 (c)簡單立方結構,n=6
圖九中的測量數據接近簡單立方結構的致密曲線。也就是說碳化硅晶界面的研究是基于簡單立方體結構的。每個磨粒的晶界面(A)和碳化硅粉末表面積的減小(ΔSm2/g;燒結初始階段當一個碳化硅壓制坯中的磨粒總數N保持常量值時由公式5求得)相關聯。

其中W為碳化硅壓制坯的質量,總數N如公式6所示:

其中r0為碳化硅磨粒半徑,ρ為碳化硅磨粒的真密度。公式5、6的結合可得公式7:
其中r0為碳化硅磨粒半徑,ρ為碳化硅磨粒的真密度。公式5、6的結合可得公式7:

另一方面,單位面積(㎡)的磨粒數目(n)如公式8所示:

其中V為碳化硅壓制坯的體積。由于簡單立方結構中一個壓縮平面內每U㎡面積上的晶界數目和U㎡內包括的磨粒數目(如圖十所示)相同,所以測得的斷裂強度σ如公式9所示:

其中F為施加的負載,σ0為致密碳化硅壓制坯的壓縮斷裂強度。公式6-8對公式9的置換得到公式10,如下所述:

公式10說明在同一個W/(N1/3V2/3)值處,斷裂強度隨著ΔS值的增大而線性增長;該模型很好地解釋了圖八(a)中的測量趨勢。根據圖八(a)中的數據線性逼近斜率所求得的σ0值僅24MPa,明顯低于圖七中P=0%處的抗壓強度2.7GPa。在圖八(a)中,參考文獻[11]中的多孔氧化鋁壓制坯的抗壓強度作為參考,氧化鋁壓制坯的燒結初始階段求得的σ0值(0.83GPa)為致密氧化鋁壓制坯抗壓強度(2.2-2.3GPa)的1/4-1/3倍。圖10為(a)固相燒結Al2O3壓制坯所形成的晶界結構和(b)液相燒結碳化硅壓制坯所形成的頸結構。和多孔氧化鋁壓制坯相比,多孔碳化硅壓制坯較弱的結構反應了壓縮實驗中形變過程所發生的剪切斷裂。Si-Ti-C-O纖維/聚合納米碳硅烷/多鋁紅柱石復合物的剪切強度為5-35MPa。這些數值和多孔碳化硅壓制坯的σ0值接近。因此,在壓縮實驗中多孔氧化鋁壓制坯的形變得到了垂直于壓縮方向的晶界強度;而液相燒結碳化硅的壓縮實驗則得到了和剪切形變相關的強度。

圖十:(a)固相燒結Al2O3壓制坯所形成的晶界結構;(b)液相燒結碳化硅壓制坯所形成的頸結構
4、結論
在熱壓溫度1400-1900℃下,添加了Al2O3-Y2O3的碳化硅壓制坯的孔隙率被控制在0-40%。通過碳化硅的分解-沉淀機制得到的致密化結構還伴隨著比表面積的下降。壓縮斷裂的縱向應變范圍為0.1-0.3%,隨孔隙率增大而增大;而橫向應變則不受孔隙率影響,保持在0.5%左右。垂直于熱壓方向的泊松比隨孔隙率減少而增大;而平行熱壓方向的泊松比則不受孔隙率影響。碳化硅的楊氏模量和抗壓強度隨著由晶界形成所致的比表面積的減小而增大。雖然楊氏模量和斷裂處的應變取決于測量方向,但斷裂強度和斷裂能基本不受測量方向性的影響。多孔碳化硅壓制坯的抗壓強度隨晶界面積增大而增大。根據強度-晶界關系的理論建模,無孔致密碳化硅的真抗壓強度僅24MPa,是孔隙率為0%的碳化硅抗壓強度(2.7GPa)的1/100倍。據此得出結論,液相燒結多孔碳化硅的晶界斷裂室友剪切形變所致。(編譯自中國磨料磨具網)
在熱壓溫度1400-1900℃下,添加了Al2O3-Y2O3的碳化硅壓制坯的孔隙率被控制在0-40%。通過碳化硅的分解-沉淀機制得到的致密化結構還伴隨著比表面積的下降。壓縮斷裂的縱向應變范圍為0.1-0.3%,隨孔隙率增大而增大;而橫向應變則不受孔隙率影響,保持在0.5%左右。垂直于熱壓方向的泊松比隨孔隙率減少而增大;而平行熱壓方向的泊松比則不受孔隙率影響。碳化硅的楊氏模量和抗壓強度隨著由晶界形成所致的比表面積的減小而增大。雖然楊氏模量和斷裂處的應變取決于測量方向,但斷裂強度和斷裂能基本不受測量方向性的影響。多孔碳化硅壓制坯的抗壓強度隨晶界面積增大而增大。根據強度-晶界關系的理論建模,無孔致密碳化硅的真抗壓強度僅24MPa,是孔隙率為0%的碳化硅抗壓強度(2.7GPa)的1/100倍。據此得出結論,液相燒結多孔碳化硅的晶界斷裂室友剪切形變所致。(編譯自中國磨料磨具網)
參考文獻
[1] H. Shirasaka, T. Shimonosono, Y. Hirata and S. Sameshima, J. Asian Ceram. Soc.,1, 368–373 (2013).
[2] H. Maeda, Y. Hirata, S. Sameshima and T. Shimonosono, J. Porous Media, 17,705–713 (2014).
[3] Y. Hirata, Y. Terasawa, N. Matsunaga and S. Sameshima, Ceram. Int., 35,2023–2028 (2009).
[4] M. Ando, Y. Hirata, S. Sameshima and N. Matsunaga, J. Ceram. Soc. Jpn., 119,(11) 794–800 (2011).
[5] Y. Suga, R. Yoshinaga, N. Matsunaga, Y. Hirata and S. Sameshima, Ceram. Int.,38, 6713–6721 (2012).
[6] Y. Hirata, Y. Kisanuki, S. Sameshima and T. Shimonosono, Ceram. Int., 40,10153–10157 (2014).
[7] Y. Hirata, M. Ando, N. Matsunaga and S. Sameshima, Ceram. Int., 38, 6377–6387(2012).
[8] E. Ryshkewitch, J. Am. Ceram. Soc., 36, (2) 65–68 (1953).
[9] K.-Y. Lim, Y.-W. Kim and I.-H. Song, J. Mater. Sci., 48, (5) 1973–1979 (2013).
[10] D.-M. Liu, Ceram. Int., 23, 135–139 (1997).
[11] Y. Hirata, T. Shimonosono, T. Sameshima and S. Sameshima, Ceram. Int., 40,2315–2322 (2014).
[12] Y. Hirata, N. Matsunaga, N. Hidaka, S. Tabata and S. Sameshima, J. Ceram. Soc.Jpn., 116, (6) 665–673 (2008).
[13] F. Chen, Y. Yang, Q. Shen and L. Zhang, Ceram. Int., 38, 5223–5229 (2012).
[14] J.-H. Eom, Y.-W. Kim, C.B. Park and C. Wang, J. Ceram. Soc. Jpn., 120, (5) 199–203(2012).
[15] J.-H. Eom and Y.-W. Kim, J. Mater. Sci., 44, 4482–4486 (2009).
[16] J.-H. Eom and Y.-W. Kim, J. Ceram. Soc. Jpn., 116, (10) 1159–1163 (2008).
[17] Y. Hirata, N. Suzue, N. Matsunaga and S. Sameshima, J. Eur. Ceram. Soc., 30,1945–1954 (2010).
[18] Y. Nakamura, S. Kasuga, J. Nakamura and Y. Hirata, in High TemperatureCeramic Matrix Composites, Ed. by W. Krenkel, R. Naslain and H. Schneider,Wiley-VCH, Berlin (2001) pp. 721–727.
[2] H. Maeda, Y. Hirata, S. Sameshima and T. Shimonosono, J. Porous Media, 17,705–713 (2014).
[3] Y. Hirata, Y. Terasawa, N. Matsunaga and S. Sameshima, Ceram. Int., 35,2023–2028 (2009).
[4] M. Ando, Y. Hirata, S. Sameshima and N. Matsunaga, J. Ceram. Soc. Jpn., 119,(11) 794–800 (2011).
[5] Y. Suga, R. Yoshinaga, N. Matsunaga, Y. Hirata and S. Sameshima, Ceram. Int.,38, 6713–6721 (2012).
[6] Y. Hirata, Y. Kisanuki, S. Sameshima and T. Shimonosono, Ceram. Int., 40,10153–10157 (2014).
[7] Y. Hirata, M. Ando, N. Matsunaga and S. Sameshima, Ceram. Int., 38, 6377–6387(2012).
[8] E. Ryshkewitch, J. Am. Ceram. Soc., 36, (2) 65–68 (1953).
[9] K.-Y. Lim, Y.-W. Kim and I.-H. Song, J. Mater. Sci., 48, (5) 1973–1979 (2013).
[10] D.-M. Liu, Ceram. Int., 23, 135–139 (1997).
[11] Y. Hirata, T. Shimonosono, T. Sameshima and S. Sameshima, Ceram. Int., 40,2315–2322 (2014).
[12] Y. Hirata, N. Matsunaga, N. Hidaka, S. Tabata and S. Sameshima, J. Ceram. Soc.Jpn., 116, (6) 665–673 (2008).
[13] F. Chen, Y. Yang, Q. Shen and L. Zhang, Ceram. Int., 38, 5223–5229 (2012).
[14] J.-H. Eom, Y.-W. Kim, C.B. Park and C. Wang, J. Ceram. Soc. Jpn., 120, (5) 199–203(2012).
[15] J.-H. Eom and Y.-W. Kim, J. Mater. Sci., 44, 4482–4486 (2009).
[16] J.-H. Eom and Y.-W. Kim, J. Ceram. Soc. Jpn., 116, (10) 1159–1163 (2008).
[17] Y. Hirata, N. Suzue, N. Matsunaga and S. Sameshima, J. Eur. Ceram. Soc., 30,1945–1954 (2010).
[18] Y. Nakamura, S. Kasuga, J. Nakamura and Y. Hirata, in High TemperatureCeramic Matrix Composites, Ed. by W. Krenkel, R. Naslain and H. Schneider,Wiley-VCH, Berlin (2001) pp. 721–727.








 豫公網安備41019702003604號
豫公網安備41019702003604號