

 手機資訊
手機資訊 官方微信
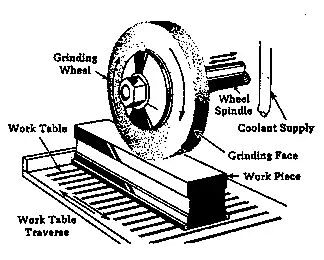
官方微信摘要 砂輪同工件的接觸情況也是磨削中非常重要的一個因素。拿外圓磨和平面磨來進行比較,可以明顯地看出兩者接觸面積的不同。如果以相同粒度的砂輪來比較,即單位面積內的磨料顆粒數相同,外圓磨看似
砂輪同工件的接觸情況也是磨削中非常重要的一個因素。拿外圓磨和平面磨來進行比較,可以明顯地看出兩者接觸面積的不同。
那么我們可想到,砂輪同樣轉一圈,平面磨參與磨削的磨料顆粒數要比外圓磨多一倍,相當于砂輪的粒度變細了,自然其加工的工件表面粗糙度要更好。這就是為什么外圓磨的60粒砂輪可以達到Ra0.8,而平面磨的60粒砂輪可以達到Ra0.4的原因。
如果砂輪以相同的磨削力作用于工件,外圓磨上每顆磨料獲得的力比平面磨高一倍。例如,總共100N的磨削力,外圓磨上每顆磨料所獲得的力為100/20=5N。而平面磨上每顆磨料只獲得100/40=2.5N的力。因此外圓磨上的磨料間的結合劑鏈容易斷裂,砂輪脫粒較快,因此砂輪的硬度需要選得比平面磨來得硬一些。
舉例來說,工件要求達到Ra0.4,材料為45碳鋼HRC40-45:
平面磨情況下選用砂輪規格: WA46K;
外圓磨情況下選用砂輪規格:WA60L;
關于接觸面的知識就分享到這里啦!順便在這里跟大家講下如何來計算砂輪的工作速度~
砂輪工作速度的換算公式如下:

通過上面的公式,大家就可以很容易計算出砂輪的工作速度啦!








 豫公網安備41019702003604號
豫公網安備41019702003604號