

 手機(jī)資訊
手機(jī)資訊 官方微信
官方微信摘要 作者:Kuruc,M.,Necpal,M.,Peterka,J.摘要聚晶立方氮化硼(PCBN)是除金剛石以外最為
作者:Kuruc, M., Necpal, M., Peterka, J.
摘要
聚晶立方氮化硼(PCBN)是除金剛石以外最為堅(jiān)硬的物質(zhì)材料,傳統(tǒng)的加工技術(shù)很難對(duì)其進(jìn)行切割加工。為此,本研究設(shè)計(jì)出一種激光束加工(LBM)工藝,對(duì)PCBN進(jìn)行加工處理。LBM工藝基于積聚光束的消融去除原理。該試驗(yàn)通過(guò)對(duì)PCBN進(jìn)行LBM加工處理以此來(lái)研究工件的表面性能。
1. 引言
聚晶立方氮化硼(PCBN)作為一種優(yōu)越的刀具切割材料,是由立方氮化硼微粉在結(jié)合劑存在下高溫高壓燒結(jié)而成的立方氮化硼多晶體。由于采用燒結(jié)工藝,PCBN一般不再需要額外的加工處理。但對(duì)于攪拌摩擦焊(FSW)工藝,則需要對(duì)PCBN進(jìn)行加工處理。FSW利用摩擦熱與塑性變形熱作為焊接熱源,焊接過(guò)程是由一個(gè)圓柱體或其他形狀(如帶螺紋圓柱體)的攪拌針伸入工件的接縫處,通過(guò)焊頭的高速旋轉(zhuǎn),使其與焊接工件材料摩擦,從而使連接部位的材料溫度升高軟化。然后隨著焊頭的移動(dòng),高度塑性變形的材料逐漸沉積在攪拌頭的背后,從而形成攪拌摩擦焊焊縫。FSW工藝的優(yōu)點(diǎn)主要有殘余應(yīng)力比較低,能耗低,功效高,無(wú)污染、無(wú)煙塵、無(wú)輻射,焊接工件不易變形。
攪拌摩擦焊所用到的攪拌針工具要求韌性高、耐磨、抗氧化性能好而且熱導(dǎo)系數(shù)低以降低熱損耗。攪拌針的主體設(shè)計(jì)形狀為凹形,能夠?qū)⒑附庸ぜ蠏仦⑾聛?lái)的碎屑接入凹槽內(nèi),避免了碎屑飛濺以達(dá)到預(yù)期的焊接效果。攪拌針的尺寸取決于焊接板的厚度,其幾何形狀則取決于焊接材料。因此,對(duì)2mm厚度鋼板進(jìn)行FSW工藝處理時(shí)所需的攪拌針工具制造,本研究采用激光束加工(LBM)技術(shù)對(duì)PCBN進(jìn)行加工處理。
2. 加工材料和加工工藝
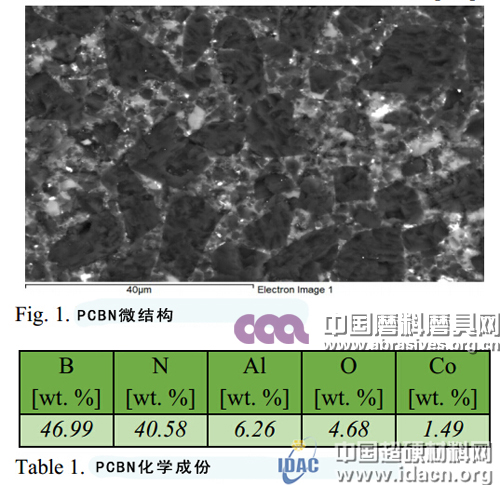
實(shí)驗(yàn)采用摻鈷氧化鋁基PCBN,如圖1所示。黑色部分為CBN,明亮部分為氧化鋁基。該圖片經(jīng)過(guò)EDX微量分析,圖像增大800倍。表1為PCBN的化學(xué)成份
實(shí)驗(yàn)采用LBM加工技術(shù);LBM適用于難加工硬材料的處理;還可用于自由形態(tài)表面的加工。所用機(jī)床為五軸加工中心(CE5AM)。
LBM基本原理是利用了單色積聚光束的消融作用,把光能源進(jìn)行高度聚集從而縮小了受熱影響區(qū),既無(wú)磨削工具也無(wú)切削力;同時(shí)也不需要工件冷卻設(shè)備。由于沒(méi)有切削力,工件架就用膠帶來(lái)替代。實(shí)驗(yàn)采用LASERTEC 80型纖維激光機(jī),如圖2所示。該機(jī)器可以連續(xù)控制五軸,纖維是由鐿制成,可以提供波長(zhǎng)為1.065μm的激光束,它僅在脈沖范圍內(nèi)工作,脈沖頻率調(diào)節(jié)在10-100kHz之間。激光束進(jìn)給速度在100-4000mm.s-1之間。激光發(fā)生器最大功率為100W,光束致敬接近1μm。
實(shí)驗(yàn)過(guò)程應(yīng)用到以下數(shù)據(jù):頻率30kHz,進(jìn)給速度1000mm.s-1,切削深度2μm,激光功率12.3%。功率4W。NC系統(tǒng)有Lasersoft 3D軟件提供。
3. 實(shí)驗(yàn)
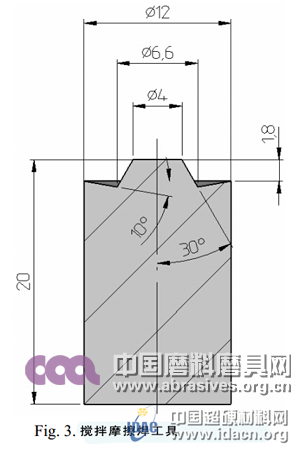
根據(jù)FSW工藝處理對(duì)工具樣式的要求,用LASERTEC 80型纖維激光機(jī)將PCBN柱體加工為直徑12mm高20mm的試樣,縱向截面如圖3所示。工具表面粗糙度由共聚焦顯微鏡測(cè)量所得。根據(jù)推薦值對(duì)加工參數(shù)進(jìn)行調(diào)整。如果切削深度過(guò)大,表面粗糙度會(huì)更高,因此實(shí)驗(yàn)建議將切削深度調(diào)整至最佳時(shí)間/粗糙度比。
4. 實(shí)驗(yàn)結(jié)果
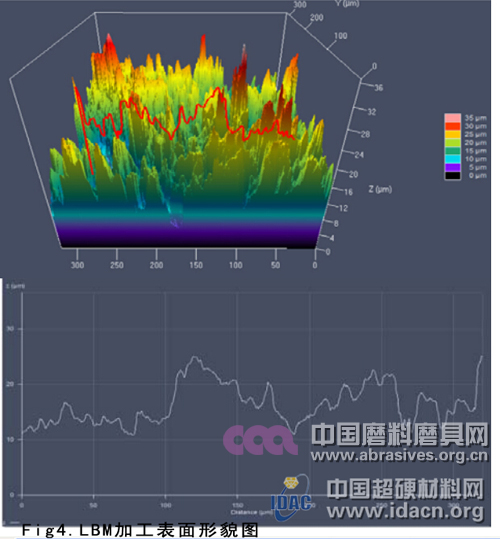
采用調(diào)整參數(shù),利用LBM原理對(duì)FSW工具進(jìn)行加工,整個(gè)時(shí)長(zhǎng)約4小時(shí)。加工完畢后將試樣送入共聚焦顯微鏡下進(jìn)行表面微觀形貌觀察,如圖4所示;上方為加工形貌的3D示意圖,圖中紅線(xiàn)部分詳細(xì)顯示在下方圖中。不同粗糙度的值如表2所示。

Rc是粗糙度輪廓元素平均高度(μm),Ra是算術(shù)平均高度(μm),Rq是均方根粗糙度(μm),Rsk是偏斜度(—),Rku是峰度(—),Rp是最大峰高度(μm),Rv是最大谷深(μm),Rt是輪廓總高度(μm),Rz是粗糙度輪廓最大高度(μm),RSc(Sc)是空間輪廓平均高度(μm),Rsa(Sa)是空間算術(shù)平均高度(μm),RSq(Sq)是空間均方根高度(μm),RSsk(Ssk)是空間偏斜度(—),Rsku(Sku)是空間峰度(—),RSp(Sp)是空間最大峰高度(μm),RSv(Sv)是空間最大谷深(μm),RSt(St)空間輪廓總高度(μm),RSz(Sz)是空間最大高度(μm)
5. 結(jié)論
對(duì)PCBN進(jìn)行LBM加工可以實(shí)現(xiàn)較為理想的粗糙度(Ra 3μm)。與傳統(tǒng)機(jī)械加工方法相比,LBM工藝僅需利用三軸即可加工出預(yù)期的工件形狀;同時(shí)還縮減了加工時(shí)間。另一方面,LBM也會(huì)引起粗糙度的增加,但若僅用于粗加工,該工藝在相對(duì)較短的時(shí)間內(nèi)是可以加工出所需工件表面的,粗糙度也大致保持在一個(gè)較低的水平。對(duì)于精加工而言,由于本實(shí)驗(yàn)所得表面粗糙度不是十分依賴(lài)傳統(tǒng)加工工藝,所以像超聲旋轉(zhuǎn)加工之類(lèi)的工藝可能會(huì)更適應(yīng)精加工。本實(shí)驗(yàn)下一步將研究表面粗糙度對(duì)FSW工藝的影響,以及超聲旋轉(zhuǎn)LBM工藝和高速切割工藝的表面粗糙度對(duì)FSW的影響。(翻譯:中國(guó)磨料磨具網(wǎng))








 豫公網(wǎng)安備41019702003604號(hào)
豫公網(wǎng)安備41019702003604號(hào)