

 手機資訊
手機資訊 官方微信
官方微信摘要 申請?zhí)?201710165416.2申請日:2017.03.20國家/省市:中國廣州(81)公開號:106965041A公開日:2017.07.21主分類號:B24B1/00(20...
申請?zhí)? 201710165416.2 申請日: 2017.03.20
國家/省市: 中國廣州(81)
公開號: 106965041A
公開日: 2017.07.21
主分類號: B24B 1/00(2006.01)
分類號: B24B 1/00(2006.01); B24B 41/02(2006.01); B24B 41/06(2012.01); B24B 47/20(2006.01); B24B 51/00(2006.01)
申請人: 廣東工業(yè)大學(xué)
發(fā)明人: 潘文波; 路家斌; 閻秋生
代理人: 楊曉松
代理機構(gòu): 廣東廣信君達律師事務(wù)所(44329)
申請人地址: 廣東省廣州市越秀區(qū)東風(fēng)東路729號
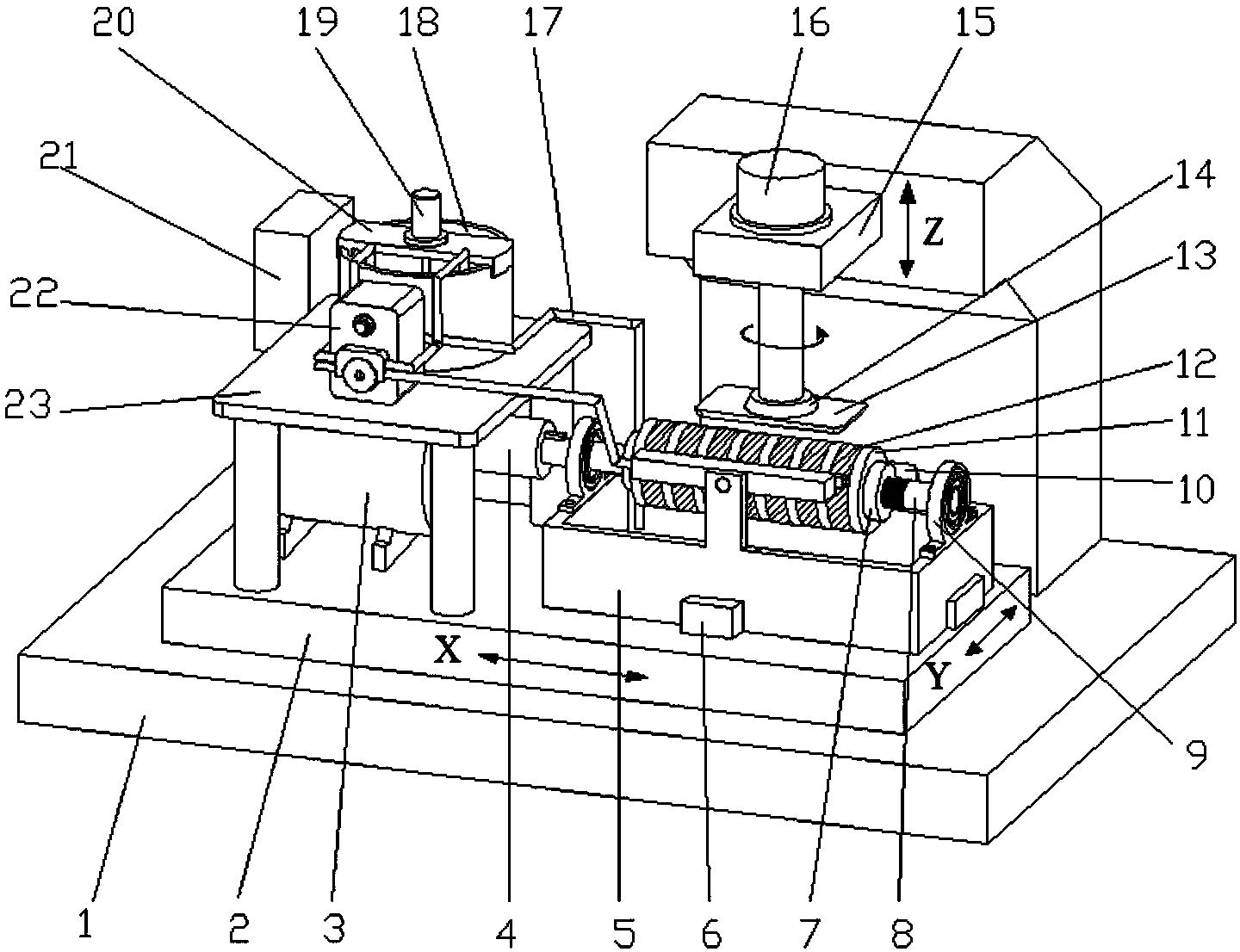
摘要: 本發(fā)明公開了一種基于磁流變效應(yīng)的線性拋光加工方法及其裝置,本方法和裝置采用組合磁流變拋光輪作為拋光工具,裝置包括機床主體、工作臺、工作液循環(huán)單元、拋光單元和工件裝夾單元,將磁流變拋光的高效率、柔性化、綠色環(huán)保等加工特點應(yīng)用到具有二維曲面、平面及其簡單復(fù)合面型等工件的拋光加工過程中,由線加工實現(xiàn)面加工,解決了工件分次加工的弊端,實現(xiàn)工件精整加工,達到工件的美觀性、光澤和光順性要求,同時提高良品率和加工效率,降低加工成本。
主權(quán)利要求
1.一種基于磁流變效應(yīng)的線性拋光加工方法,其特征在于,包括如下步驟:步驟1:根據(jù)工件的材質(zhì)特點和面型加工要求,在去離子水中加入濃度為30%-45%的微米級羰基鐵粉,及加入濃度為10%-15%的微米級磨料,及加入濃度為5%-10%的分散劑和濃度為2%-5%的防銹劑,充分攪拌后形成磁流變工作液;步驟2:利用工作液循環(huán)單元將所述工作液均勻噴灑在拋光單元表面上,啟動電機,調(diào)節(jié)轉(zhuǎn)軸轉(zhuǎn)速逐漸升高,拋光工作液在磁場的作用下,于所述拋光單元表面形成較為均勻的柔性拋光膜;步驟3:利用真空吸盤吸附待加工的所述工件,降低所述工件的位置,使所述工件表面與所述柔性拋光膜接觸,實現(xiàn)其表面的線性加工,并保持所述工件加工區(qū)域距離所述拋光單元柱面1-3mm;步驟4:利用控制柜的數(shù)控系統(tǒng),在驅(qū)動裝置的支配下,使所述拋光單元與所述工件之間實現(xiàn)X、Y、Z方向的相對運動以及真空吸盤的緩慢旋轉(zhuǎn),準確控制加工軌跡,實現(xiàn)所述工件外表面線加工到整個外表面的整體加工。








 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號