

 手機資訊
手機資訊 官方微信
官方微信摘要 本文簡述CCMT2016展出的珩磨展品及珩磨機發展趨勢。珩磨加工現狀珩磨加工起源于20世紀初期,應用于汽車及內燃機汽缸的加工,效果
本文簡述CCMT2016展出的珩磨展品及珩磨機發展趨勢。珩磨加工現狀
珩磨加工起源于20世紀初期,應用于汽車及內燃機汽缸的加工,效果良好。在發達國家,對珩磨技術的研究主要側重于新型珩磨技術的研發,如德國拉格爾公司研制的雙向雙進給平頂珩磨,德國格林公司最新研制的激光珩磨,美國善能公司新開發的刷珩磨技術。而表面粗糙度檢測儀器,主要是為適應精密偶件珩磨技術的發展而開發的。著名的檢測系統有英國泰勒、德國霍梅爾、德國馬爾、日本精工等。這些工藝、檢測技術的研發,大大改善了發動機運行性能,延長了發動機的使用壽命。隨著珩磨技術的不斷發展,控制系統也由傳統的機電液壓控制向數字行程控制,甚至向CNC方向發展。
目前國內發動機汽缸套、汽缸體以及工程機械液壓系統制造業普遍采用珩磨技術,但珩磨水平較低,對珩磨工藝參數研究較為松散。國外珩磨設備具有先進的冷卻及過濾技術、先進的溫控技術,以及先進的夾具技術等,相比較而言,我國珩磨設備還存在很大差距。
國外珩磨技術的飛速發展對中國珩磨機制造和珩磨工藝的使用提出了挑戰。據統計,國內近年來引進的珩磨機達到上百臺,高端市場基本上被國外的珩磨機制造企業占據。國內生產珩磨機的專業廠家生產出的珩磨機技術水平與國外產品有一定差距。
珩磨機展品概述
本屆展會珩磨類展品不多,下面僅就相關展品做簡要介紹:
銀川大河2MK2215×2雙軸數控珩磨機床
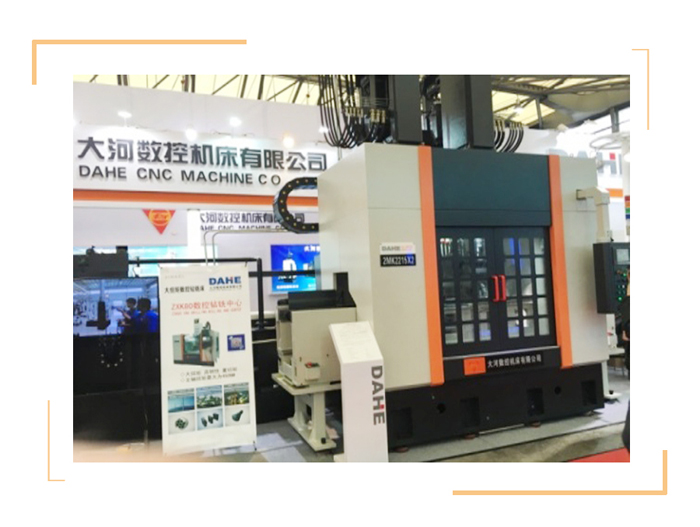
本機床運動模式原始創新,核心技術、關鍵元件自主研發,機床主要功能及性能、主要珩磨指標等全面超越國產同類機床,達到了進口同類產品的技術水平,是我國自主研發、制造的具有國際水準的高檔數控珩磨機。
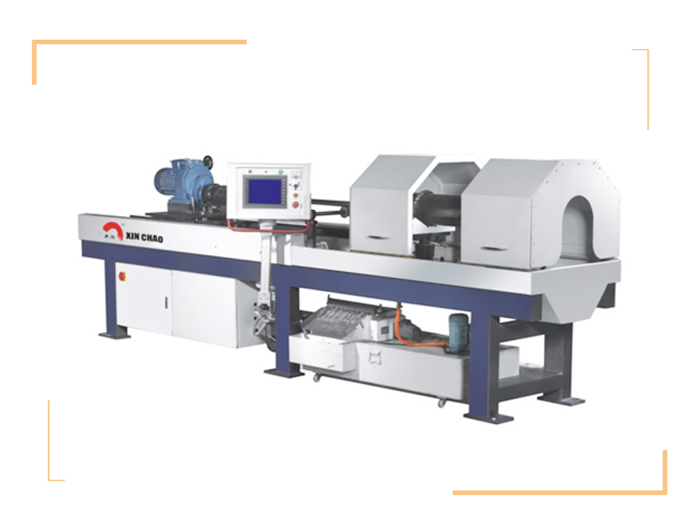
臺州新潮XCHM強力型系列數控深孔珩磨機床
池貝(IKEGAI)HM3數控珩磨機床

HM系列機床的特點有:基于NC擴展功能(U軸)的數控加工;基于刀具交換功能(ATC)的多直徑珩磨精加工;基于(底孔)的鏜銑加工而實現的高精度珩磨精加工;省設備、省裝夾、縮短時間的生產線化;采用塞規定尺寸、氣密定尺寸,多種檢測的穩定控制;豐富的自動化功能、珩磨軟件等。
重慶聚研JYHM4250-2-2雙軸雙工位立式珩磨機床

珩磨加工發展趨勢
未來數控珩磨機床必然向高速、高精、柔性化、功能集成化、智能化及高可靠性方向發展。除此之外,數控珩磨機床還將向網絡化、驅動并聯化及標準化方向發展。
珩磨機床作為復雜的生產工具,最根本的是加工工藝與主機結構布局設計,而各種新工藝、新材料、新元件、新刀具、新控制系統等也將運用在珩磨機床上,未來的珩磨機床加工精度和效率會更高,加工范圍將更廣泛。
(張曉明 寧夏銀川大河數控機床有限公司)
















 豫公網安備41019702003604號
豫公網安備41019702003604號